一:1,输入低频电 ---> ---2
通过电源箱变频,转换成高频电输出> ---3
通过变压器装置将高电频信号转换成机械振动
原理就和电铃一样,都是电磁场的高频切换来实现,这个就是我们所谓的超声了
通过振幅变压器整合振幅> ---5
输出能量,将焊头引至高频振动> ---6
焊头将塑胶零件高频摩擦,产生热能
风压装置同时下压运动
将两零件融合在一起,然后冷却,达到粘结目的
接下来着重讲下超声装备各部件的基本参数: 通过电源箱变频后,其输出频率通常在 20~50kHZ 之间,(20kHZ 最常用)其振幅通常在 15~60um
也有时候会将其频率调成15Khz
这种声频率适合用来超声较大制件或是较软的材料,如大型的 PP 材料外壳等
一但将超声将塑胶局部熔化后,超声会立即停止,通常这个超声过程会在 0
5S 内完成
另外一个要了解的是焊头的材料选择: 总体上来讲,如果是用来超声塑胶,我们一般一般选用质量较轻,强度较好,高耐摩擦,超声传导较优秀的金属材料来制作
如我们通常用的有,钛,铝,或是其它合金
如果是用来作金属+塑胶嵌件超声,通常我们选用热处理钢就好
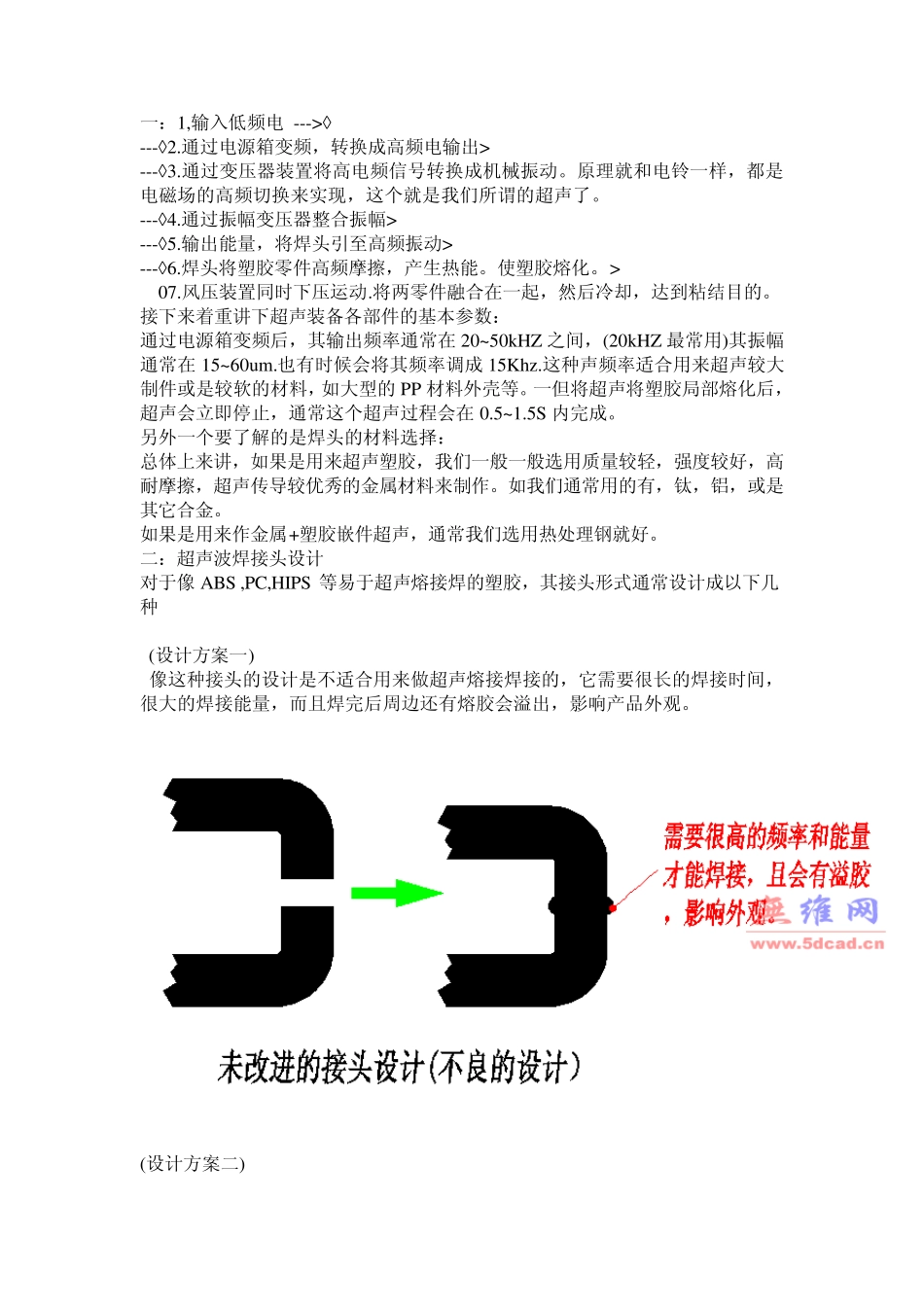
二:超声波焊接头设计 对于像 ABS ,PC,HIPS 等易于超声熔接焊的塑胶,其接头形式通常设计成以下几种 (设计方案一) 像这种接头的设计是不适合用来做超声熔接焊接的,它需要很长的焊接时间,很大的焊接能量,而且焊完后周边还有熔胶会溢出,影响产品外观
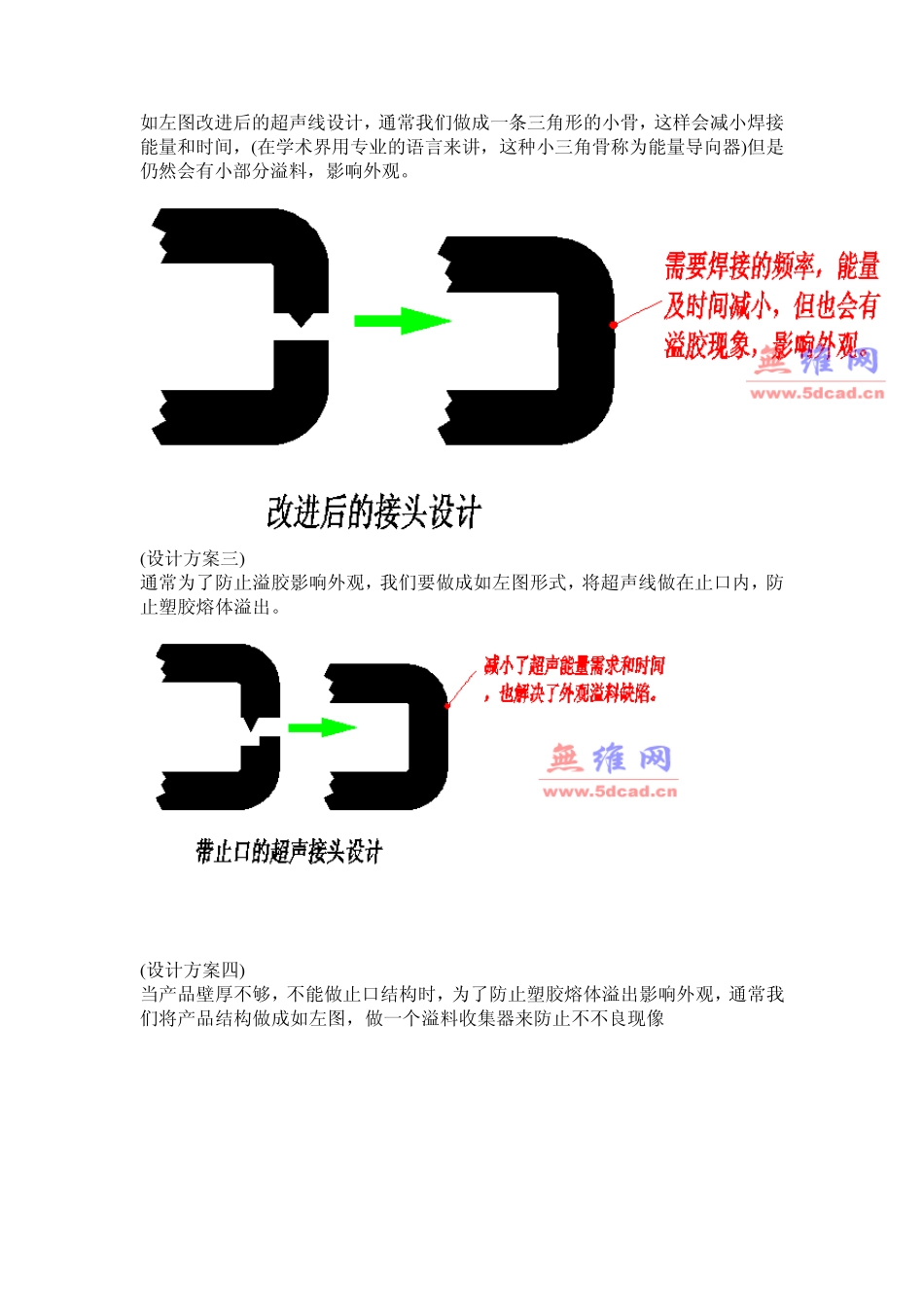
(设计方案二) 如左图改进后的超声线设计,通常我们做成一条三角形的小骨,这样会减小焊接能量和时间,(在学术界用专业的语言来讲,这种小三角骨称为能量导向器)但是仍然会有小部分溢料,影响外观
(设计方案三) 通常为了防止溢胶影响外观,我们要做成如左图形式,将超声线做在止口内,防止塑胶熔体溢出
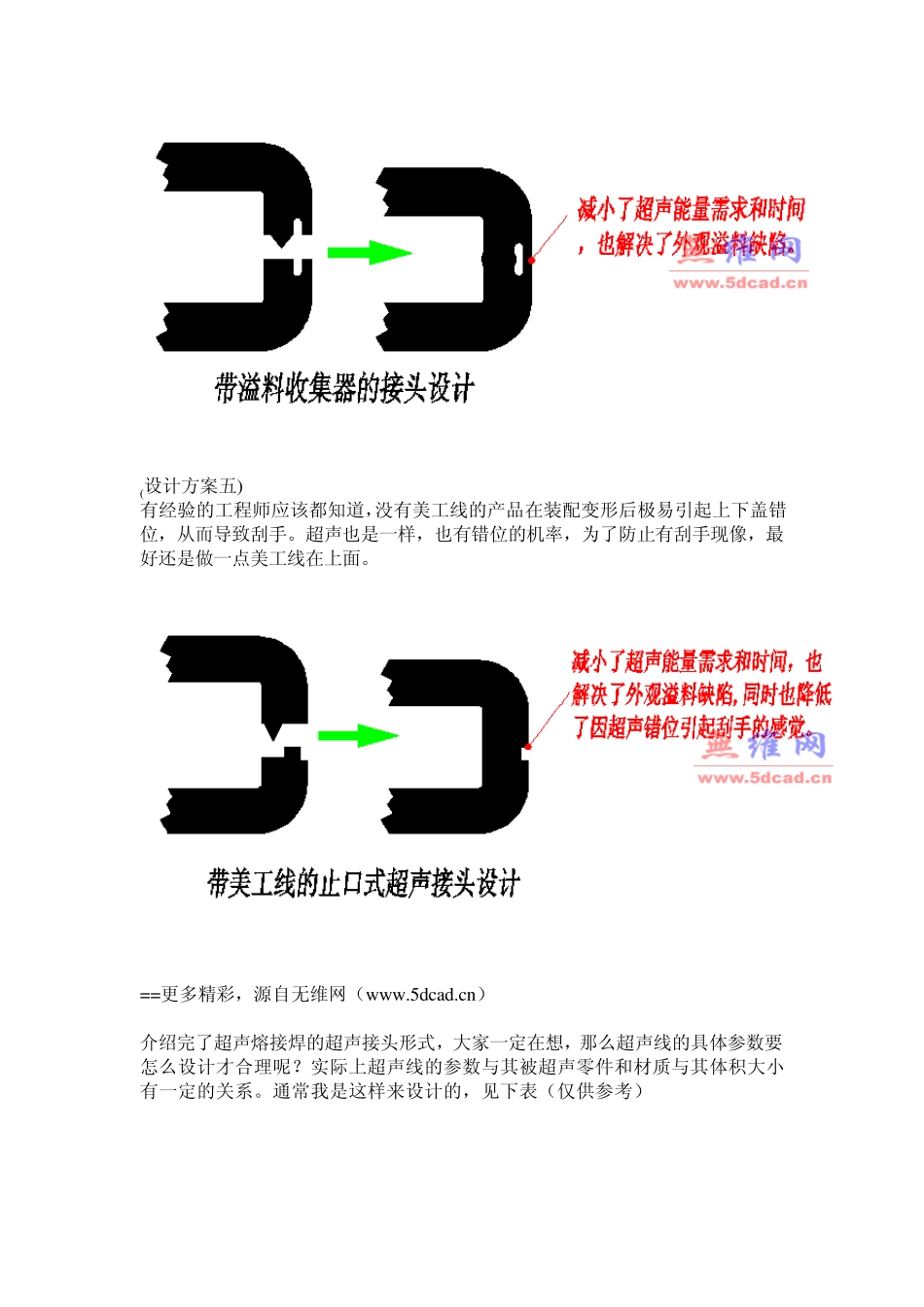
(设计方案四) 当产