第15章 轧制过程中的宽展 1 轧制过程中的宽展 宽展的种类和组成 确定金属在孔型内轧制时的展宽是十分复杂的,尽管做过大量的研究工作,但在限制或强 制宽展孔型内金属流动的规律还不十分清楚
2 宽展的组成 1)宽展沿横断面高度上的分布 由于轧辊与轧件的接触表面上存在着摩擦,以及变形区 几何形状和尺寸的不同,因此沿接触表面上金属质点的流动轨迹与接触面附近的区域和远离的区域是不同的
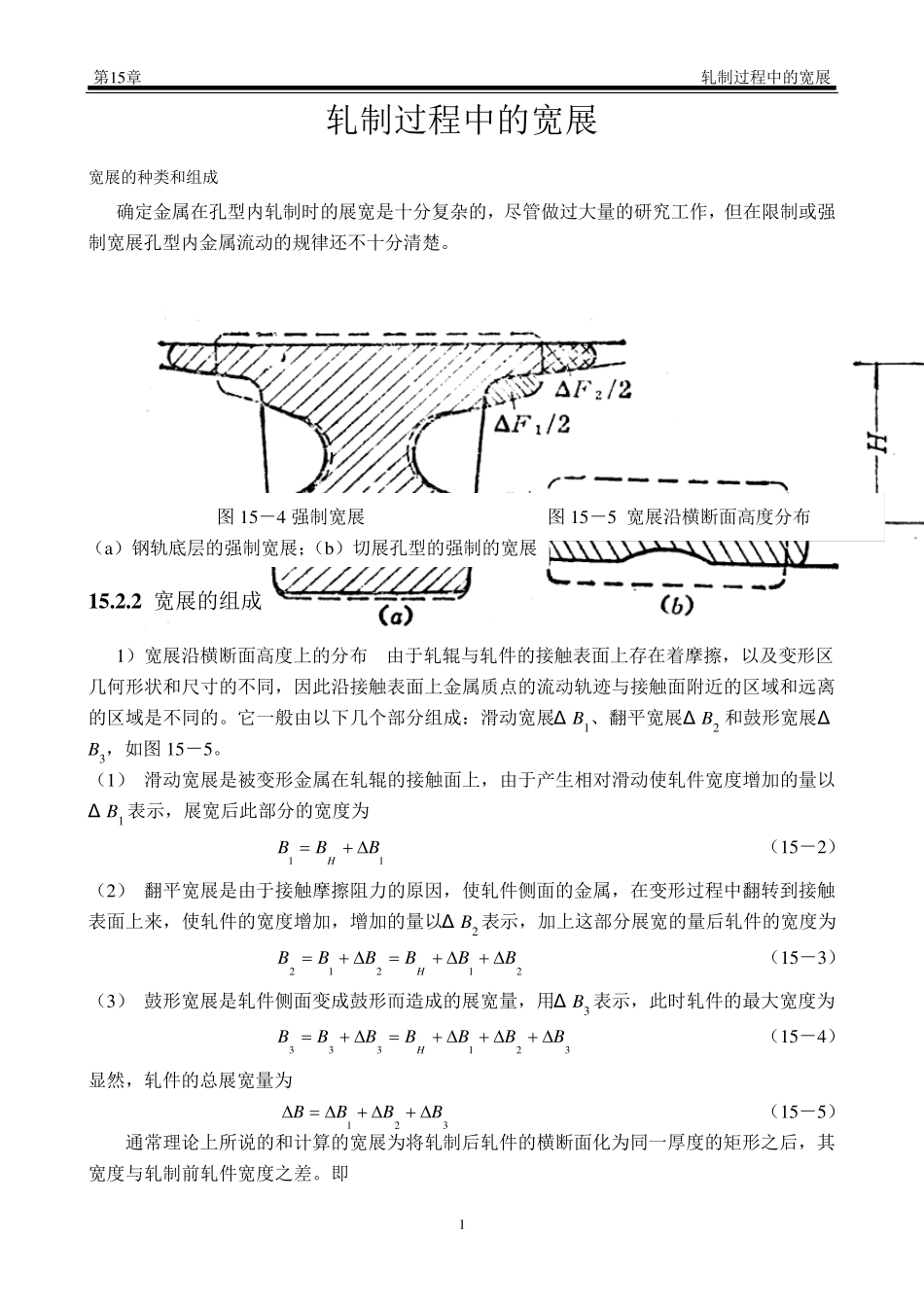
它一般由以下几个部分组成:滑动宽展Δ B1、翻平宽展Δ B2 和鼓形宽展ΔB3,如图 15-5
(1) 滑动宽展是被变形金属在轧辊的接触面上,由于产生相对滑动使轧件宽度增加的量以Δ B1 表示,展宽后此部分的宽度为 11BBBH (15-2) (2) 翻平宽展是由于接触摩擦阻力的原因,使轧件侧面的金属,在变形过程中翻转到接触表面上来,使轧件的宽度增加,增加的量以Δ B2 表示,加上这部分展宽的量后轧件的宽度为 21212BBBBBBH (15-3) (3) 鼓形宽展是轧件侧面变成鼓形而造成的展宽量,用Δ B3 表示,此时轧件的最大宽度为 321333BBBBBBBH (15-4) 显然,轧件的总展宽量为 321BBBB (15-5) 通常理论上所说的和计算的宽展为将轧制后轧件的横断面化为同一厚度的矩形之后,其宽度与轧制前轧件宽度之差
即 图 15-4 强制宽展 (a)钢轨底层的强制宽展;(b)切展孔型的强制的宽展 图 15-5 宽展沿横断面高度分布 第1 5 章 轧制过程中的宽展 2 HhBBB (1 5 -6 ) 因此,轧后宽度bh 是一个理想值,但便于工程计算,必须注意这一点
上述宽展的组成及其相互的关系,由图1 5 -5 可以清楚地表示出来
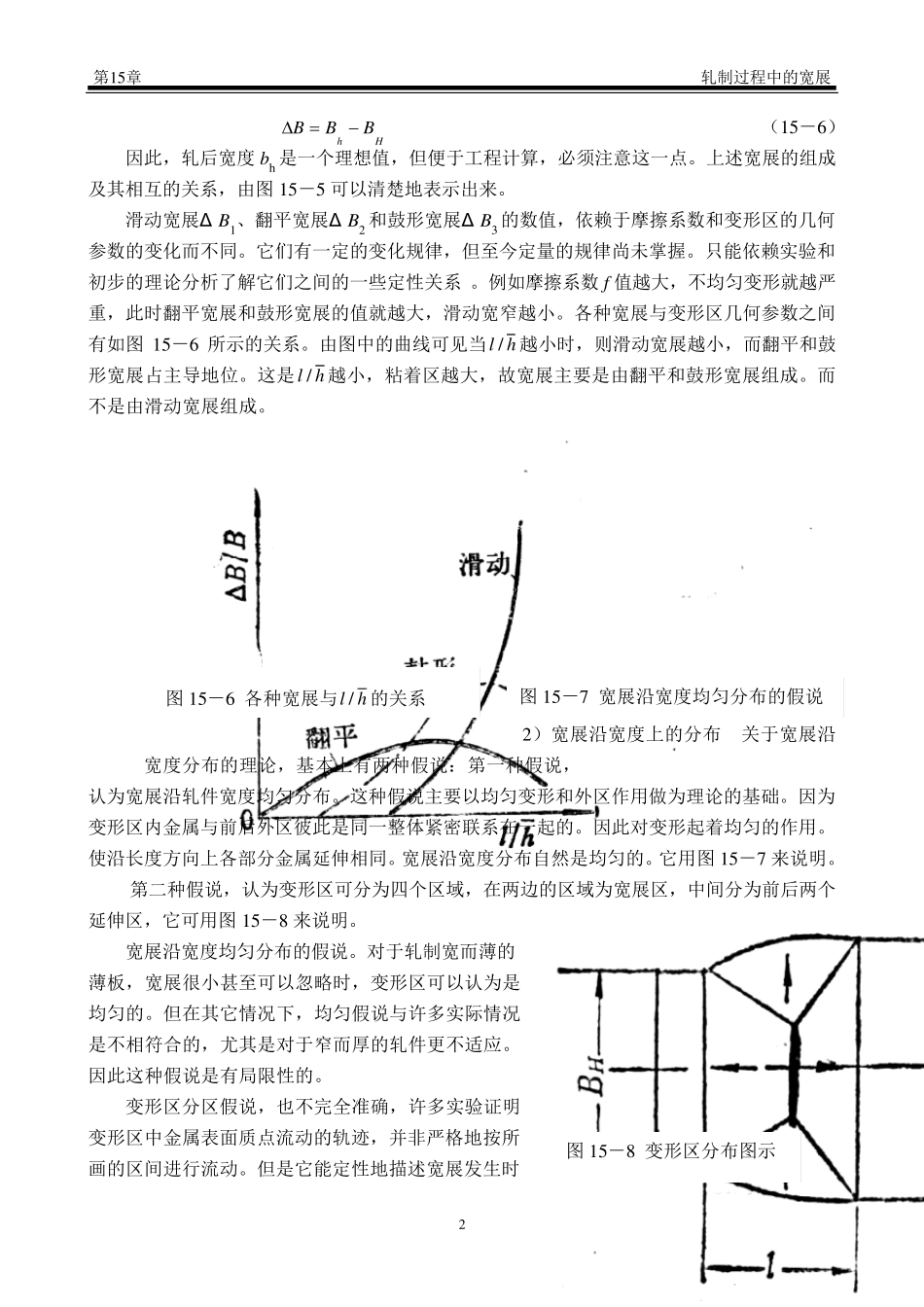
滑动宽展Δ B1 、翻平宽展Δ B2 和鼓形宽展Δ B3 的数值,依赖于