车削加工之切削速度、主轴转速、进给量计算公式Dm x TT K n1000主轴转速(n)(rpm)fl >一
X 1000f J 一金属去除率(Q)(cm3/min)净功率(Pc)(kW)YQ* ap xfnxkc 60K105加工时间(Tc)(min)特定切削力(kc)(N/mm2)% = ^ci K 人情"X ' 1 - '5LJ_UU平均切屑厚度(hm)360 x fn x ap2 X 3pl~1C~圆刀片(mm) 注意:arccos 用度表示= fn X StA Kr刀片形状:C、D、S、T、V、W(mm)最大切屑厚度(hex)h 召 K 二 % x、" 即 一 IC2ap I iC j2圆刀片(mm)刀片形状:C、D、S、T、V、W(mm)^max 二fn2 K 126轮廓深度(Rmax)(um) 螺旋切削长度(SCL)Dm 尺 n IJTISQL= - -——x--1000 fn外圆或内圆(直线)车削(mm)SCL =I D 用士十口旧之 TTWOOSCL =1000
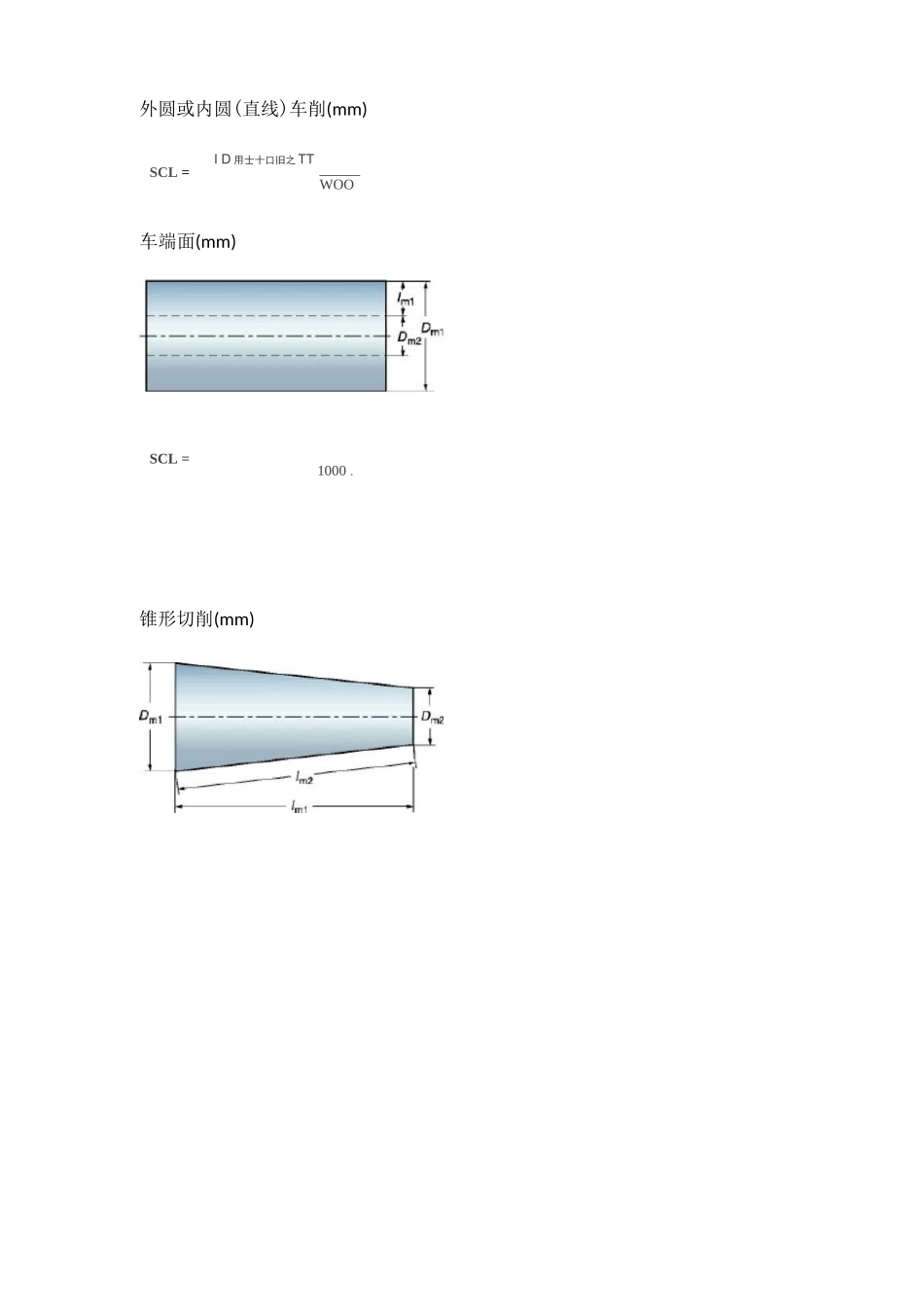
锥形切削(mm)车端面(mm)畲瞧含义公制单位%加工直径、UIIUflp切削深度W
TTTTT1fn哥耨进籍量nnn/r切削逋度m,血 i nn主轴相
rpmPG净功率kEq
金属去除率cnVinin兀加工时间min加工长®;Tffm平均切屑厚度TTTTT1最大忸屑厚度1IIIU/特定切前力N/mnr'%特定切削力,造用于g= I EN/mniJ叫实厮校正系数几匕主偏角度Ya切屑前角 1刀尖半径:TTTTT1pnrTHH轮廓浮度 1乐 mSCL事艘切削长度m*〕在切断和切槽中,fnx〔径向进给〕和 fnz〔轴向进给〕也使用
术语定义TT X 0 X ft ,
炉 m/mbnWOO切削速度工件以每分钟一定转数(n)旋转
这使得切削刃处产生一个特 定的切削速度vc (或称为外表速度)