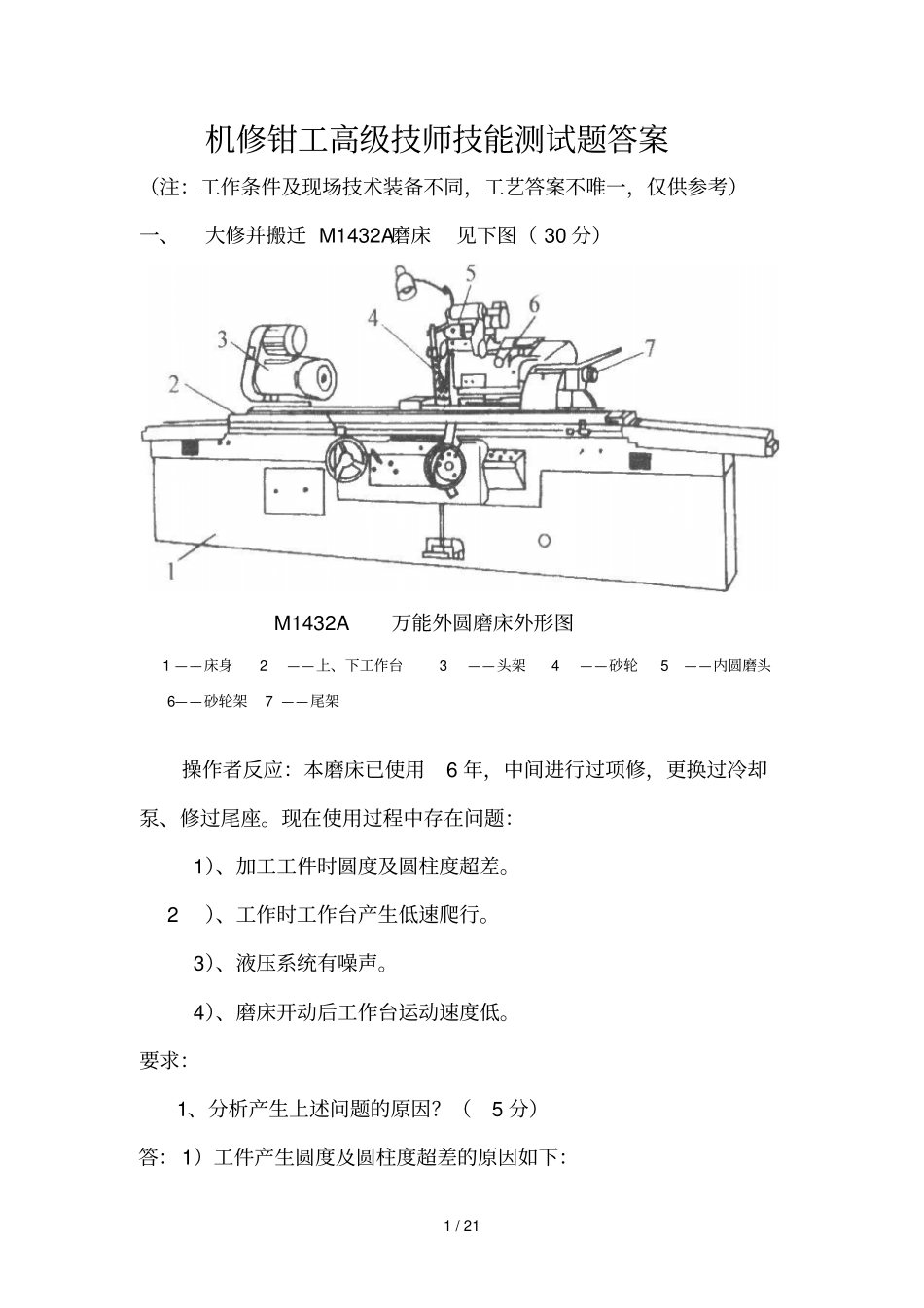
1 / 21 机修钳工高级技师技能测试题答案(注:工作条件及现场技术装备不同,工艺答案不唯一,仅供参考)一、大修并搬迁 M1432A磨床见下图( 30 分) M1432A万能外圆磨床外形图 1 ——床身 2——上、下工作台 3——头架 4——砂轮 5——内圆磨头6——砂轮架 7 ——尾架操作者反应:本磨床已使用6 年,中间进行过项修,更换过冷却泵、修过尾座
现在使用过程中存在问题:1)、加工工件时圆度及圆柱度超差
2)、工作时工作台产生低速爬行
3)、液压系统有噪声
4)、磨床开动后工作台运动速度低
要求:1、分析产生上述问题的原因
(5 分)答:1)工件产生圆度及圆柱度超差的原因如下:2 / 21 产生圆度超差的原因:顶尖磨损、工件中心孔不正确、装夹不当、毛坯余量不均、工件动不平衡、工件刚度较低等,都可能引起圆度超差
属于机床本身的原因是磨床零件( 其中主要是头架主轴轴承和尾架套筒)的磨损而造成的
由于头架主轴轴承的磨损,使主轴的径向圆跳动超差,那么加工工件的圆度必然超差
当利用头架和尾架顶尖夹持工件时,由于头架主轴轴承和尾架套筒磨损,使其刚度降低, 在磨削力的作用下, 顶尖位移,造成顶尖与工件中心接触不良,使工件回转时呈不规则圆形,引起被磨削工件产生圆度误差
产生圆柱度超差的原因: 尾架经常沿上工作台面移动而磨损,造成尾架套筒中心低于头架主轴中心,且尾架套筒中心在水平面内发生偏移;尾架套筒磨损, 与尾架壳体孔配合间隙增大, 磨削时在切削力作用下发生位移变形,使其中心与主轴头架中心线不重合;磨床的纵向导轨发生不均匀磨损,造成工作台纵向运动直线度超差
2)工作时工作台产生低速爬行的原因有以下几种:液压系统存有气体,进油压力不稳定;机床导轨研伤,工作台移动时阻力过大或不均匀; 油缸密封不良, 有泄漏造成油缸工作压力偏低;进油管道不畅通; 油缸与工作台的联接有松动、 刚性降低