第二章答:主运动 是由机床提供的刀具和工件之间最主要的相对运动,主运动是切削加工过程中速度最高、消耗功率最多的运动
切削加工通常只有一个主运动
进给运动 是使主运动能够依次地或连续地切除工件上多余的金属,以便形成全部已加工表面的运动
进给运动可以只有一个(如车削、钻削),也可以有几个(如滚齿、磨削)
进给运动速度一般很低,消耗的功率也较少
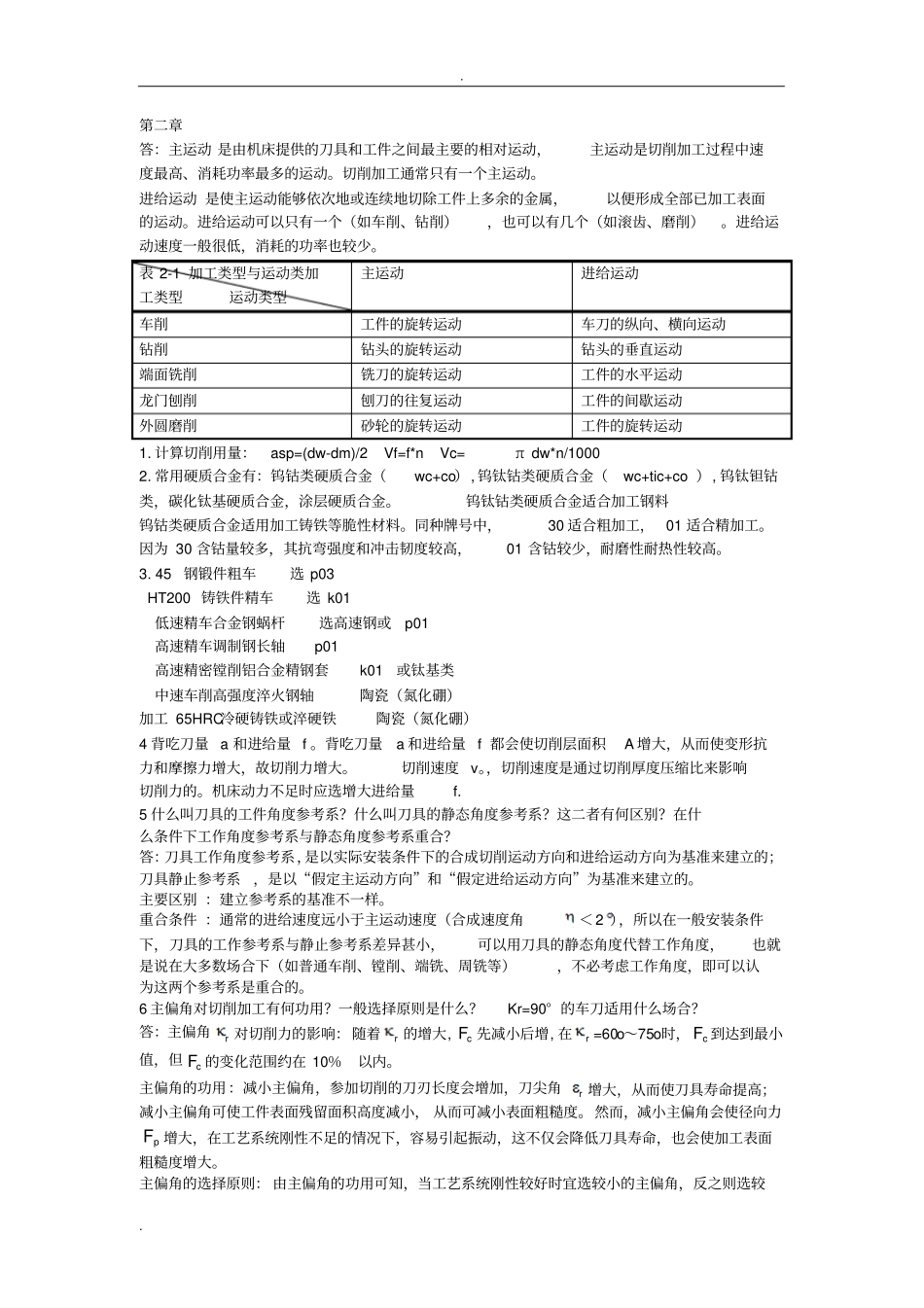
表 2-1 加工类型与运动类加工类型运动类型主运动进给运动车削工件的旋转运动车刀的纵向、横向运动钻削钻头的旋转运动钻头的垂直运动端面铣削铣刀的旋转运动工件的水平运动龙门刨削刨刀的往复运动工件的间歇运动外圆磨削砂轮的旋转运动工件的旋转运动1
计算切削用量:asp=(dw-dm)/2 Vf=f*n Vc=π dw*n/1000 2
常用硬质合金有:钨钴类硬质合金(wc+co), 钨钛钴类硬质合金(wc+tic+co ), 钨钛钽钴类,碳化钛基硬质合金,涂层硬质合金
钨钛钴类硬质合金适合加工钢料钨钴类硬质合金适用加工铸铁等脆性材料
同种牌号中,30 适合粗加工, 01 适合精加工
因为 30 含钴量较多,其抗弯强度和冲击韧度较高,01 含钴较少,耐磨性耐热性较高
45钢锻件粗车选 p03 HT200 铸铁件精车选 k01 低速精车合金钢蜗杆选高速钢或p01 高速精车调制钢长轴 p01 高速精密镗削铝合金精钢套 k01或钛基类中速车削高强度淬火钢轴陶瓷(氮化硼)加工 65HRC冷硬铸铁或淬硬铁陶瓷(氮化硼)4 背吃刀量 a 和进给量 f
背吃刀量a 和进给量 f 都会使切削层面积A 增大,从而使变形抗力和摩擦力增大,故切削力增大
切削速度 v
,切削速度是通过切削厚度压缩比来影响切削力的
机床动力不足时应选增大进给量f
5 什么叫刀具的工件角度参考系
什么叫刀具的静态角度参考系
这二者有何区别
在什么条件下工作角度参考系与静