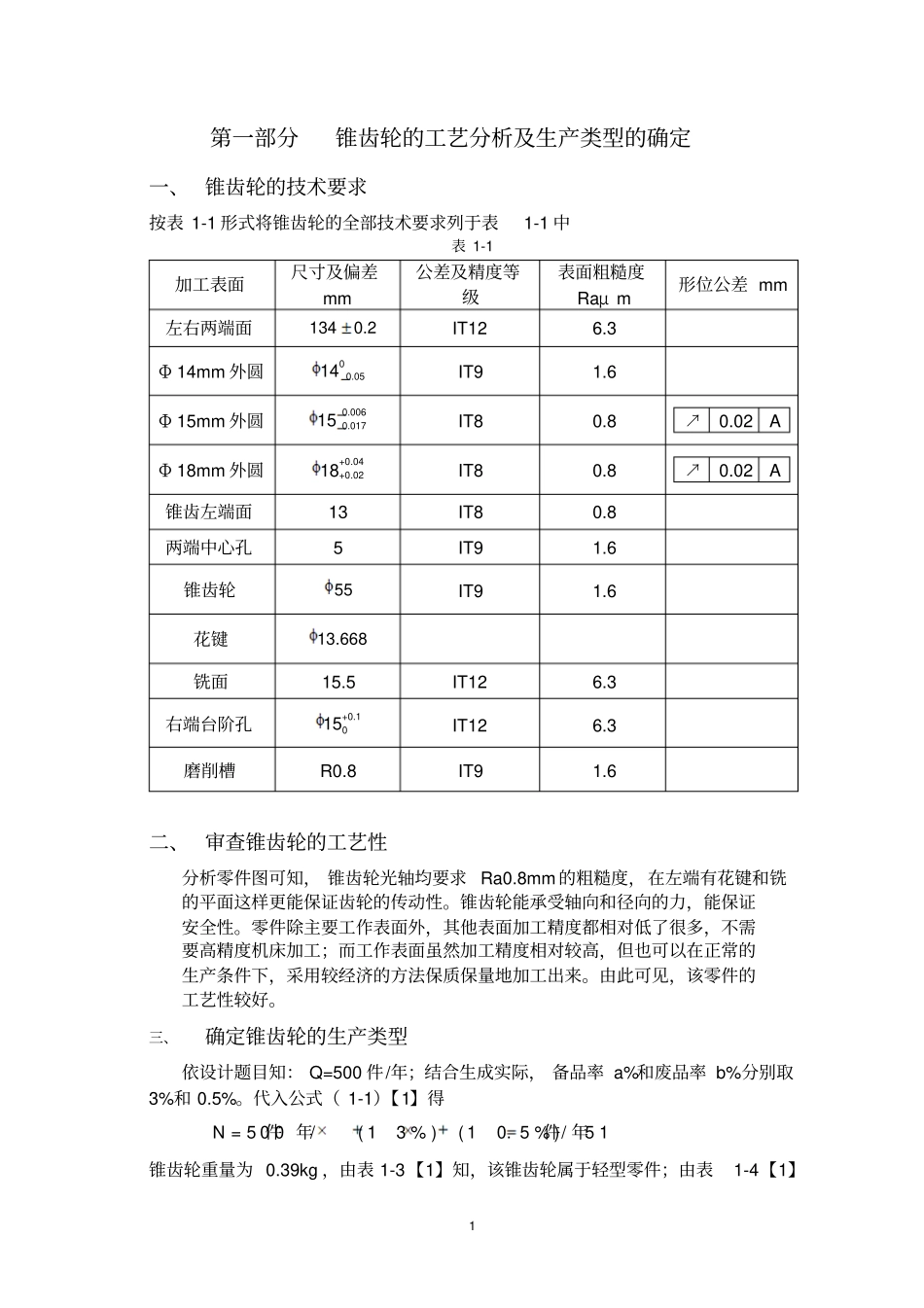
1 第一部分锥齿轮的工艺分析及生产类型的确定一、 锥齿轮的技术要求按表 1-1 形式将锥齿轮的全部技术要求列于表1-1 中表 1-1 加工表面尺寸及偏差mm 公差及精度等级表面粗糙度Raμ m 形位公差 mm 左右两端面1340
2IT12 6
3 Φ 14mm 外圆00
0514IT9 1
6 Φ 15mm 外圆0
01715IT8 0
02 A Φ 18mm 外圆+0
0218IT8 0
02 A 锥齿左端面13 IT8 0
8 两端中心孔5 IT9 1
6 锥齿轮55IT9 1
6 花键13
668铣面15
5 IT12 6
3 右端台阶孔+0
1015IT12 6
3 磨削槽R0
8 IT9 1
6 二、 审查锥齿轮的工艺性分析零件图可知, 锥齿轮光轴均要求 Ra0
8mm 的粗糙度,在左端有花键和铣的平面这样更能保证齿轮的传动性
锥齿轮能承受轴向和径向的力,能保证安全性
零件除主要工作表面外,其他表面加工精度都相对低了很多,不需要高精度机床加工;而工作表面虽然加工精度相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来
由此可见,该零件的工艺性较好
三、确定锥齿轮的生产类型依设计题目知: Q=500 件/年;结合生成实际, 备品率 a%和废品率 b%分别取3%和 0
代入公式( 1-1)【1】得N = 5 0 0/( 13 % )( 10
5 % )5 1件 年件/ 年锥齿轮重量为 0
39kg ,由表 1-3【1】知,该锥齿轮属于轻型零件;由表1-4【1】2 知,该锥齿轮的生成类型为中批生成
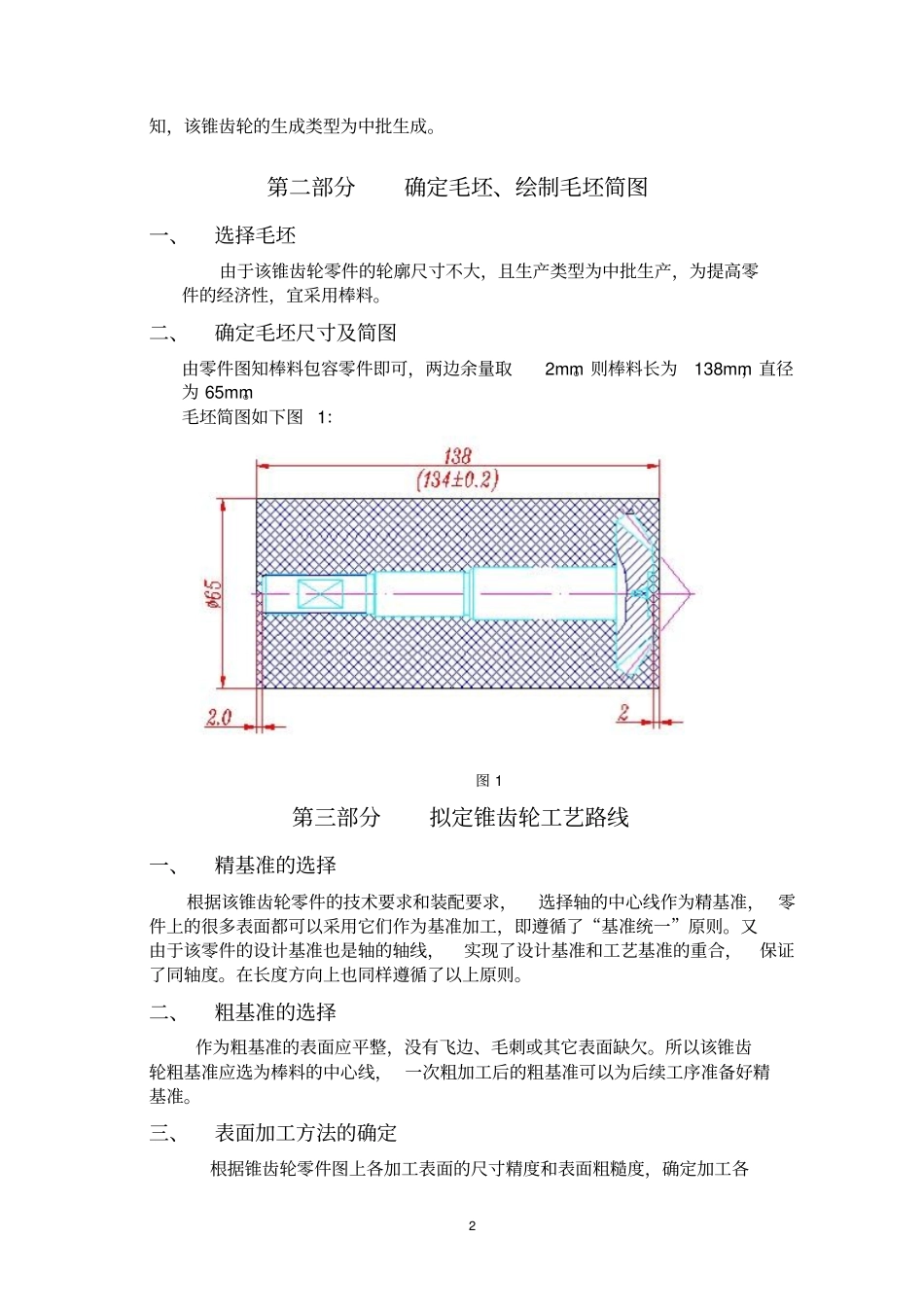
第二部分确定毛坯、绘制毛坯简图一、选择毛坯由于该锥齿轮零件的轮廓尺寸不大,且生产类型为中批生产,为提高零件的经济性,宜采用棒料
二、确定毛坯尺寸及简图由零件图知棒料包容零件即可,两边余量取2mm