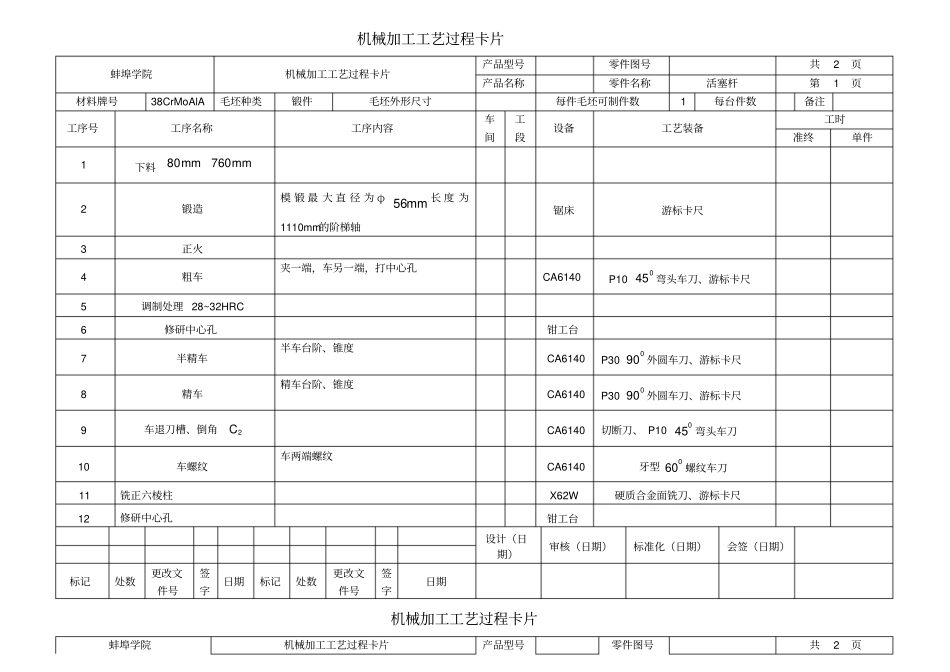
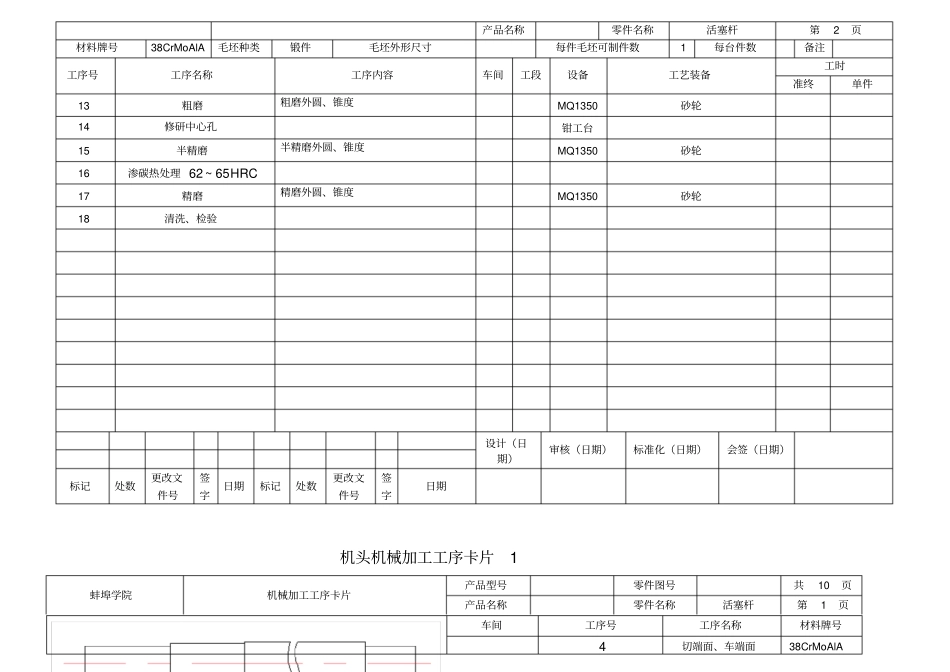
机械加工工艺过程卡片蚌埠学院机械加工工艺过程卡片产品型号零件图号共2页产品名称零件名称活塞杆第1页材料牌号38CrMoAlA毛坯种类锻件毛坯外形尺寸每件毛坯可制件数1 每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 下料80760mmmm2 锻造模 锻 最 大 直 径 为 φmm56长 度 为1110mm的阶梯轴锯床游标卡尺3 正火4 粗车夹一端,车另一端,打中心孔CA6140 P10 045 弯头车刀、游标卡尺5 调制处理 28~32HRC6 修研中心孔钳工台7 半精车半车台阶、锥度CA6140 P30 090 外圆车刀、游标卡尺8 精车精车台阶、锥度CA6140 P30 090 外圆车刀、游标卡尺9 车退刀槽、倒角2CCA6140 切断刀、 P10 045 弯头车刀10 车螺纹车两端螺纹CA6140 牙型060 螺纹车刀11 铣正六棱柱X62W 硬质合金面铣刀、游标卡尺12 修研中心孔钳工台设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片蚌埠学院机械加工工艺过程卡片产品型号零件图号共2页产品名称零件名称活塞杆第2页材料牌号38CrMoAlA毛坯种类锻件毛坯外形尺寸每件毛坯可制件数1 每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件13粗磨粗磨外圆、锥度MQ1350 砂轮14 修研中心孔钳工台15 半精磨半精磨外圆、锥度MQ1350 砂轮16 渗碳热处理HRC65~6217 精磨精磨外圆、锥度MQ1350 砂轮18 清洗、检验设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机头机械加工工序卡片1 蚌埠学院机械加工工序卡片产品型号零件图号共10页产品名称零件名称活塞杆第1页车间工序号工序名称材料牌号4 切端面