1 / 17 一、铝型材加工工序1
复合铝型材1
1 设备名称:断热型材生产线(意大利FOM 公司)1
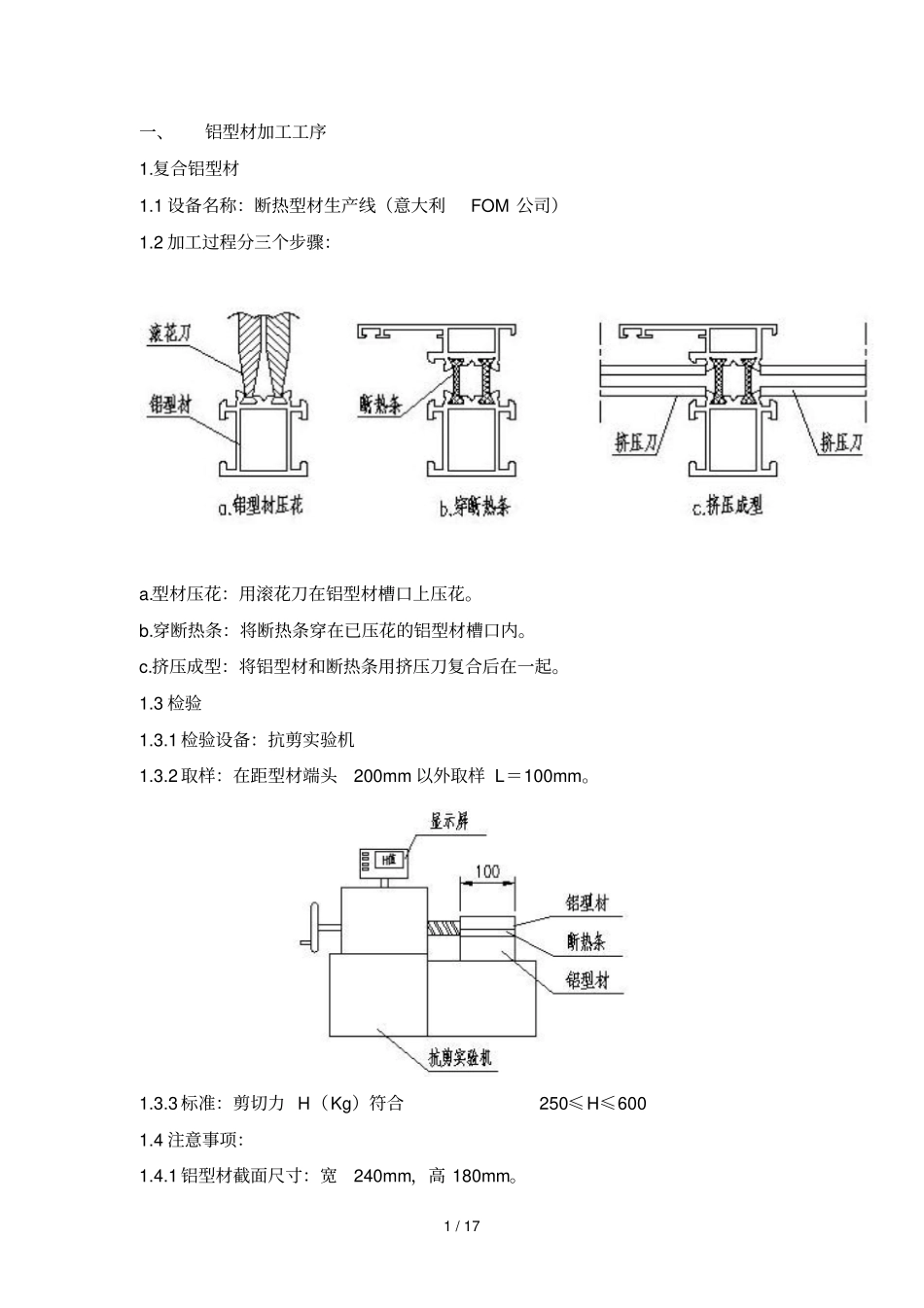
2 加工过程分三个步骤:a
型材压花:用滚花刀在铝型材槽口上压花
穿断热条:将断热条穿在已压花的铝型材槽口内
挤压成型:将铝型材和断热条用挤压刀复合后在一起
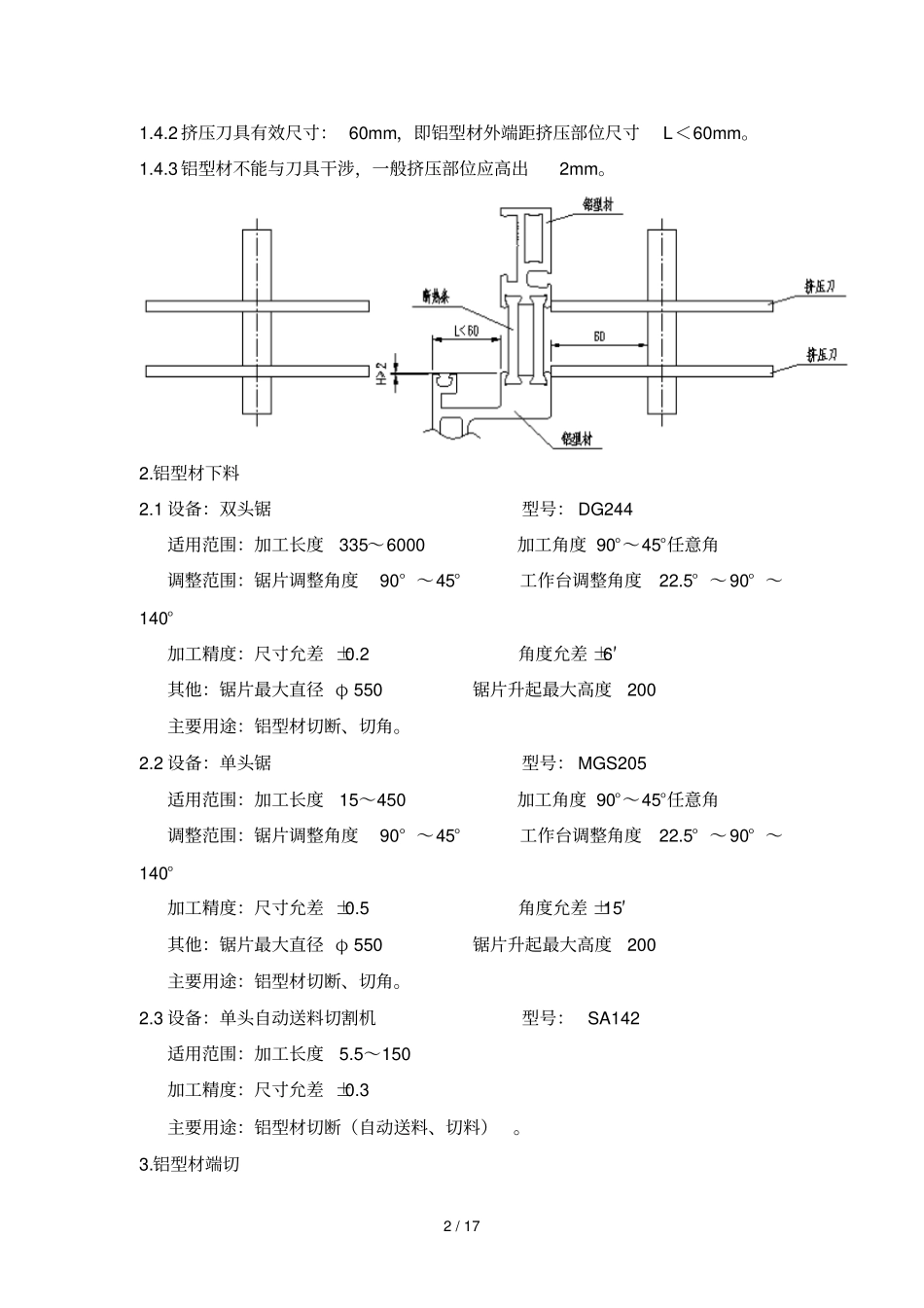
1 检验设备:抗剪实验机1
2 取样:在距型材端头200mm 以外取样 L=100mm
3 标准:剪切力 H(Kg)符合250≤H≤600 1
4 注意事项:1
1 铝型材截面尺寸:宽240mm,高 180mm
2 / 17 1
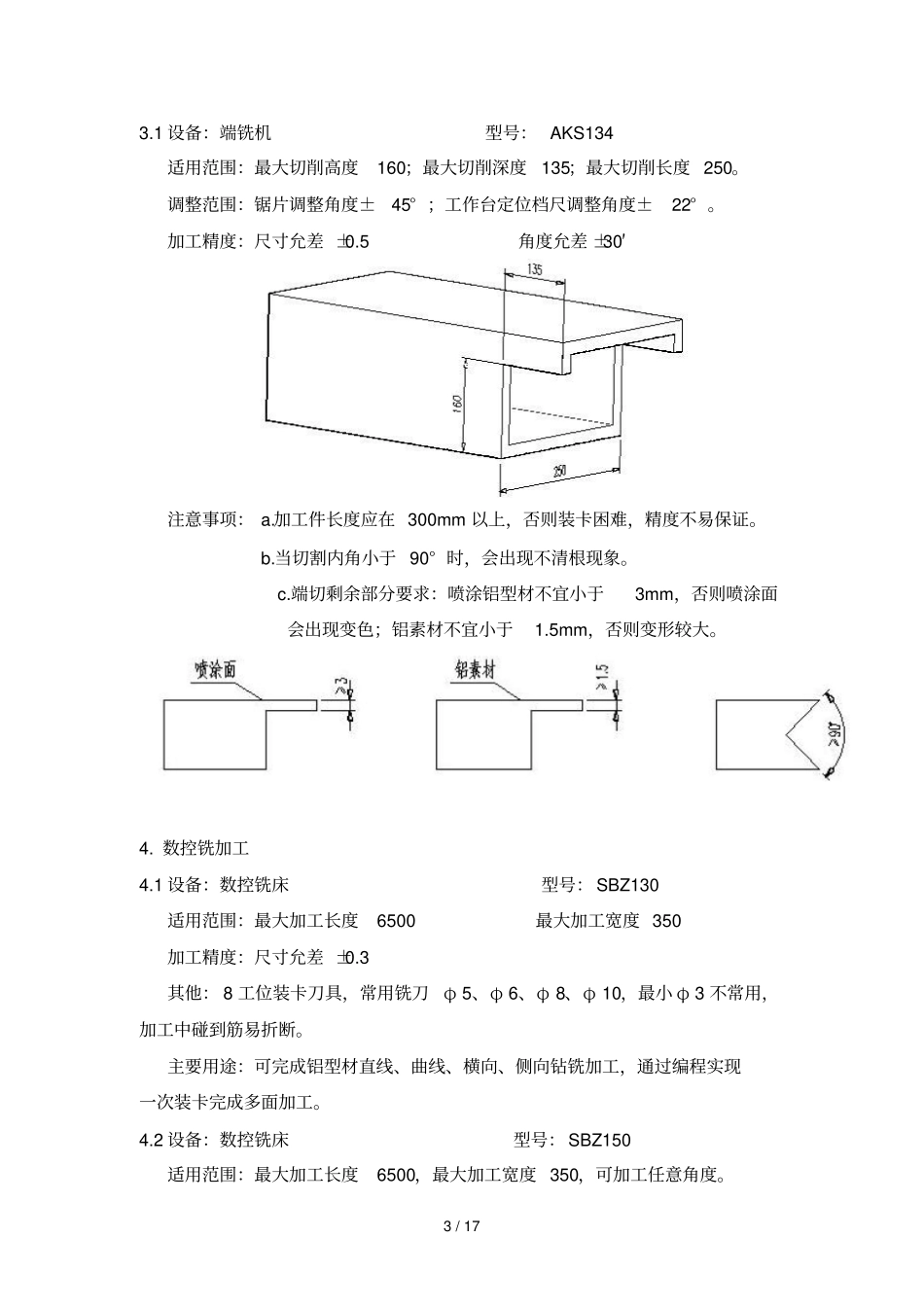
2 挤压刀具有效尺寸: 60mm,即铝型材外端距挤压部位尺寸L<60mm
3 铝型材不能与刀具干涉,一般挤压部位应高出2mm
铝型材下料2
1 设备:双头锯型号: DG244 适用范围:加工长度335~6000 加工角度 90°~45°任意角调整范围:锯片调整角度90° ~45°工作台调整角度22
5° ~ 90° ~140°加工精度:尺寸允差 ±0
2 角度允差 ±6′其他:锯片最大直径 φ 550 锯片升起最大高度200 主要用途:铝型材切断、切角
2 设备:单头锯型号: MGS205 适用范围:加工长度15~450 加工角度 90°~45°任意角调整范围:锯片调整角度90° ~45°工作台调整角度22
5° ~ 90° ~140°加工精度:尺寸允差 ±0
5 角度允差 ±15′其他:锯片最大直径 φ 550 锯片升起最大高度200 主要用途:铝型材切断、切角
3 设备:单头自动送料切割机型号: SA142 适用范围:加工长度5
5~150 加工精度:尺寸允差 ±0
3 主要用途:铝型材切断(自动送料、切料)
铝型材端切3 / 17 3
1 设备:端铣机型号: AKS134 适用范围:最大切削高度160;最大切削深度