第1页 共12 页 W S 系列钨极氩弧焊机 使用说明书 首先感谢您购买“WS 系列”产品
请您在使用设备前认真阅读此说明书,以便正确使用
此外请使用鈰钨棒,才能保证在小电流下可靠引燃电弧,其它型号的钨棒的引弧性能不会使您满意
成都航发焊接研究所 西安市户县特种电焊机厂 成都航发焊接研究所 西安办事处:TEL:(029)86627216 (029)86613539 FAX:(029)86613539 第2页 共 12 页 W S 系列焊机(包括 W S-200、W S-250、W S-315、W S-500)主要用于合金钢、不锈钢、钛及钛合金、高温合金、铜及铜合金等材料的焊接
由于该系列焊机下限电流小(一般小于10-25A),因此采用直流反极接时,还可焊接厚度在 0
1-1 ㎜的铝及铝合金
W S 系列钨机氩弧焊机系硅整流磁放大器式焊机
该系列焊机既可作为手工钨机氩弧焊机,也可作为自动钨机氩弧焊机的电源
焊机具有焊接电流精度高、焊接电流可调节范围宽、引燃电弧容易、小电流电弧燃烧稳定、结构简单、节省电能、使用方便、维修容易的优点
此外,该系列焊机还具有以下优点: 1,陡降的外特性和电压负反馈环节
2,由于具有焊接电流递增与焊接电流衰减装置以及等宽脉冲焊功能,从而保证了薄板及日益增多的新材料的焊接质量
3,予通气、高频引弧、焊接电流递增、焊接、焊接电流衰减、保护气滞后等程序的转换及复位、以及脉冲焊的接入均可自动进行,使焊机操作极为方便
4,W S-315、W S-500 焊机亦具有手工电弧焊的功能
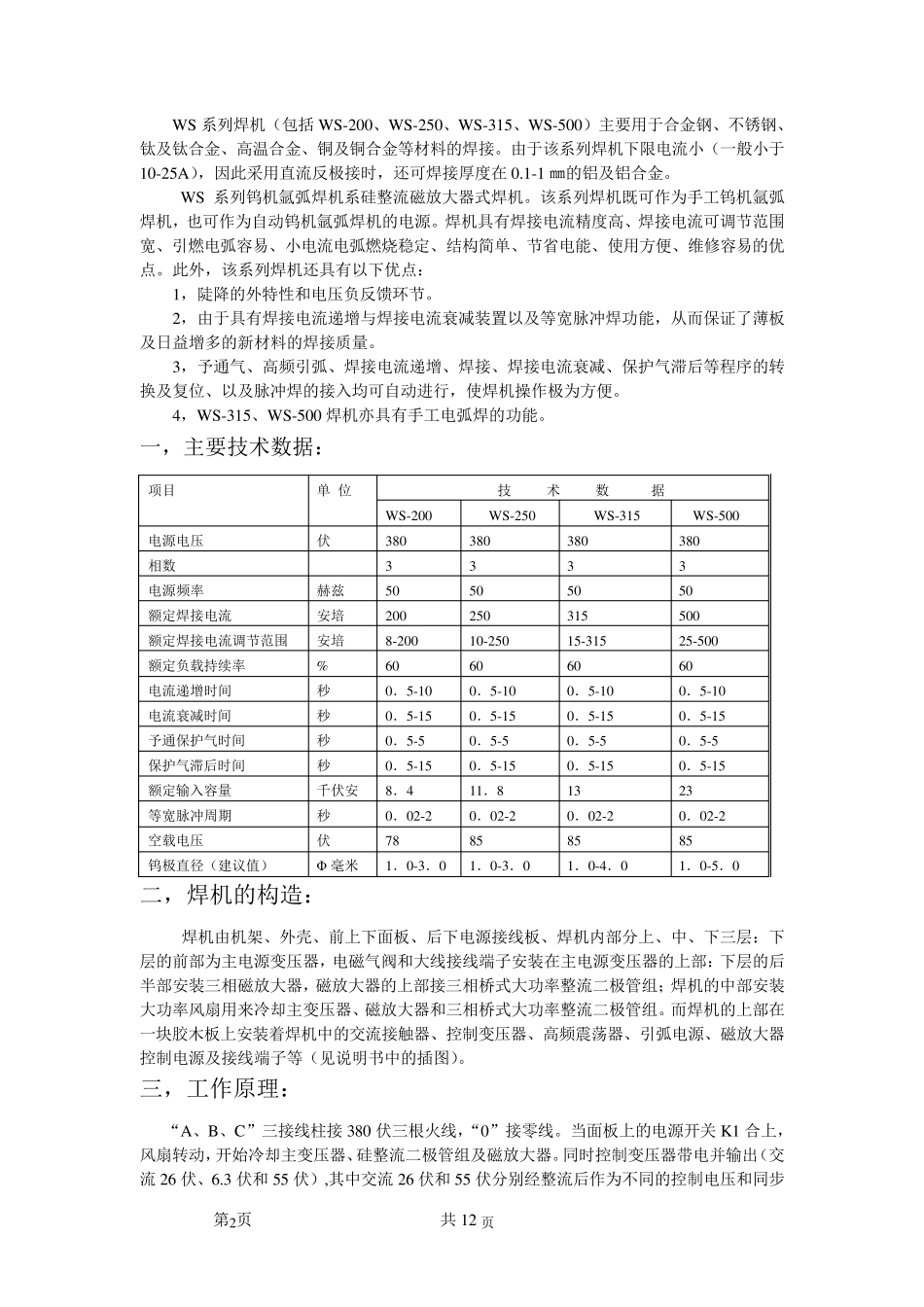
一,主要技术数据: 项目 单 位 技 术 数 据 W S-200 W S-250 W S-315 W S-500 电源电压 伏 380 380 380 380 相数 3 3 3 3 电源频率 赫兹 50 50 50 50 额定焊接电流 安培 200 250 315 500