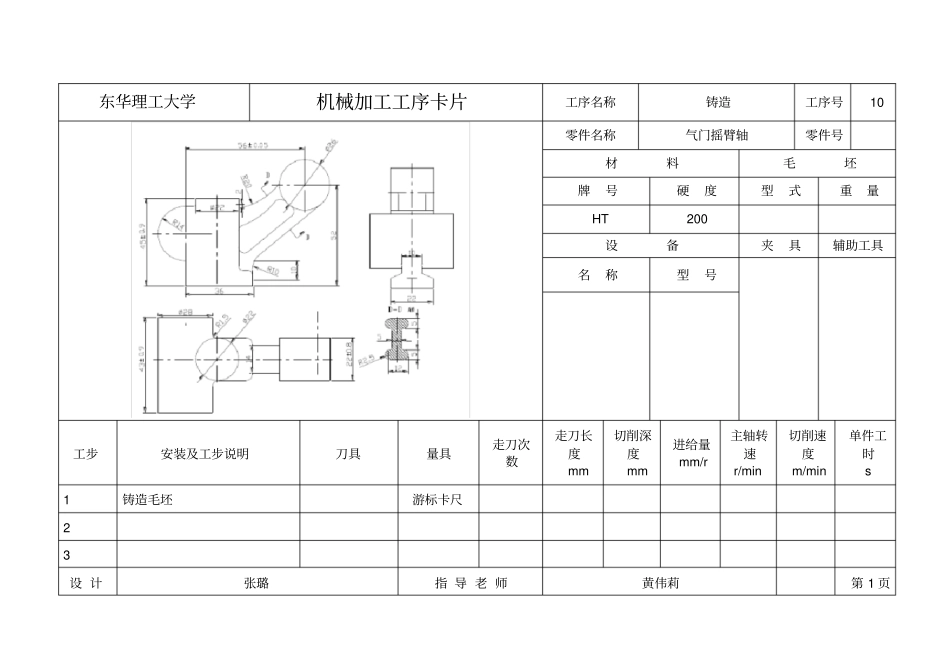
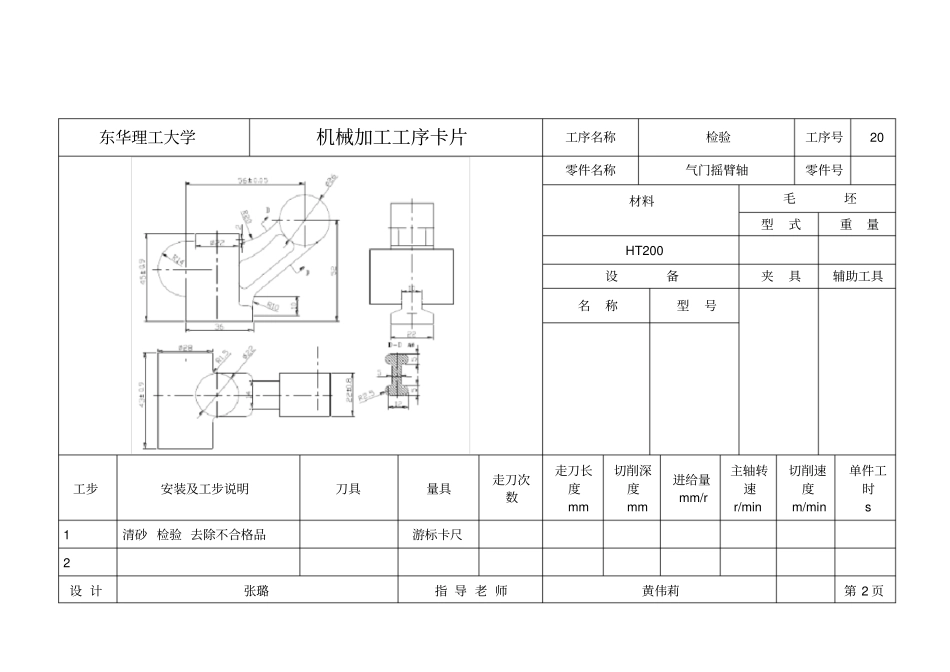
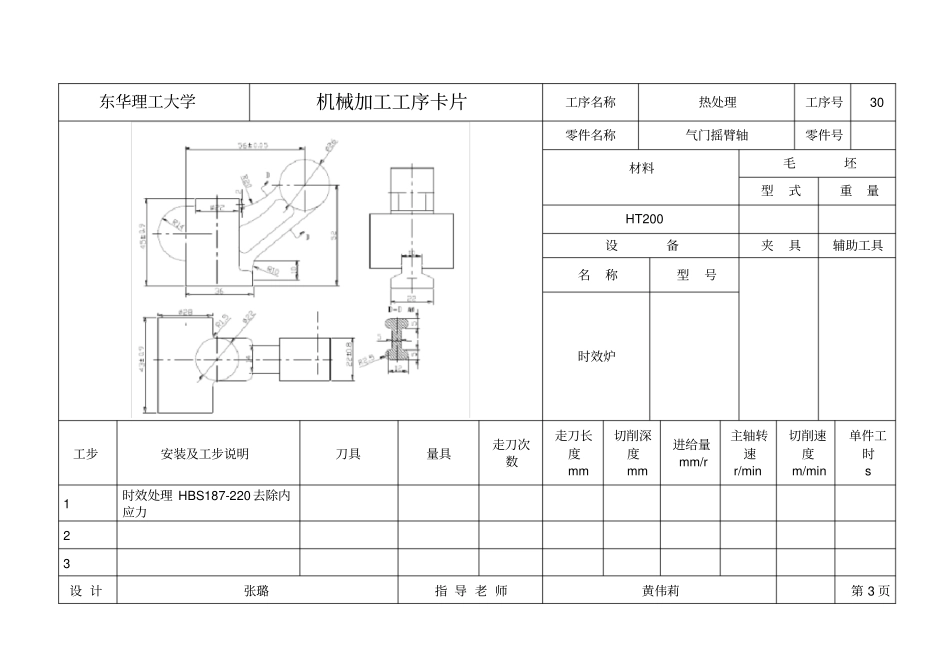
东华理工大学机械加工工序卡片工序名称铸造工序号10 零件名称气门摇臂轴零件号材料毛坯牌号硬度型式重量HT 200 设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm 切削深度mm 进给量mm/r 主轴转速r/min 切削速度m/min 单件工时s 1 铸造毛坯游标卡尺2 3 设 计张璐指 导 老 师黄伟莉第 1 页东华理工大学机械加工工序卡片工序名称检验工序号20 零件名称气门摇臂轴零件号材料毛坯型式重量HT200 设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm 切削深度mm 进给量mm/r 主轴转速r/min 切削速度m/min 单件工时s 1 清砂 检验 去除不合格品游标卡尺2 设 计张璐指 导 老 师黄伟莉第 2 页东华理工大学机械加工工序卡片工序名称热处理工序号30 零件名称气门摇臂轴零件号材料毛坯型式重量HT200 设备夹具辅助工具名称型号时效炉工步安装及工步说明刀具量具走刀次数走刀长度mm 切削深度mm 进给量mm/r 主轴转速r/min 切削速度m/min 单件工时s 1 时效处理 HBS187-220 去除内应力2 3 设 计张璐指 导 老 师黄伟莉第 3 页东华理工大学机械加工工序卡片工序名称铣削工序号40 零件名称气门摇臂轴零件号材料毛坯型式重量HT200 设备夹具辅助工具名称型号立式铣床X52K 工步安装及工步说明刀具量具进给次数走刀长度mm 背吃刀量mm 进给量mm/r 主轴转速r/min 切削速度m/min 单件工时S 1 以 36mm下底面 A2,以及
28外圆端面 B1 和 B2 定位,粗铣
22 上端面 A1 硬质合金端铣刀游标卡尺1 25 3 2 225 65 3
6 2 3 设 计张璐指 导 老 师黄伟莉第 4 页东华理工大学机械加工工序卡片工序名称铣削工序号50 零件名称气门摇臂轴零件号材料