精品资料汽车白车身设计规范1
范围本标准归纳了[BIW] 白车身结构设计的一些基本方法和注意事项
本标准适用于长春宇创公司白车身结构设计及检查
1 白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系
评注:周边造型匹配[面差、分缝影响外观];周边安装匹配[焊接装配、安装件的连接、安装空间] 2
2 任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板
评注:结构的强度、刚度与横截面积有关系,与周边的展开的周长也有关系,“红旗3 ”轿车的一个宣传点就是其前防撞横梁为六边型
3 所设计的白车身结构在满足整车性能 上、 结构 上、 四大工艺[冲压工艺、焊接工艺、涂装工艺、总装工艺]是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案
4 白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求
冲压工艺要求3
1 在设计钣金件时,对于影响拉延成型的圆角要尽可能放大,原则上内角R ≥ 5,以利于拉延成型;对于折弯成型的圆角可以适当放小,原则上R≈ 3 即可,以减小折弯后的回弹
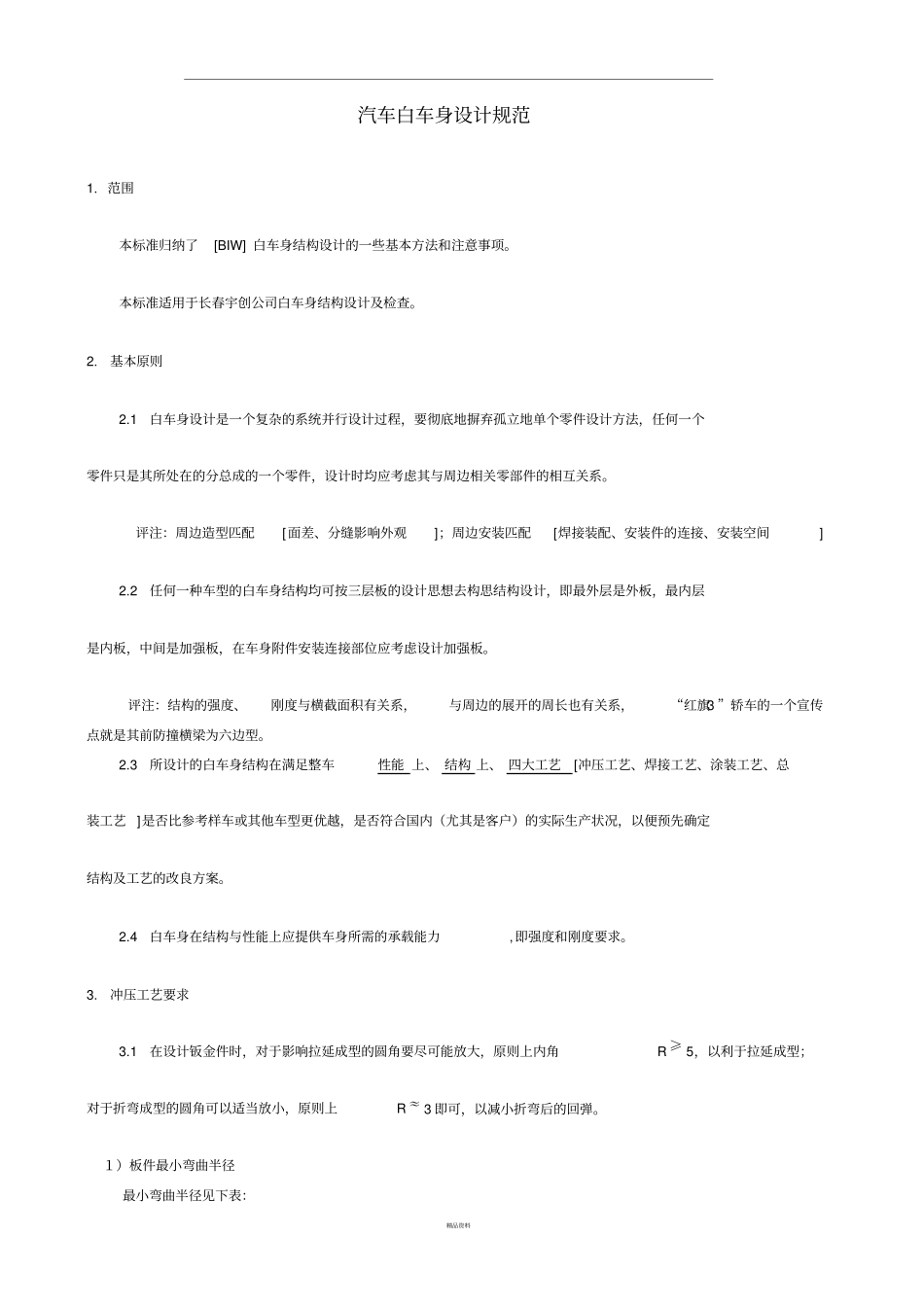
1)板件最小弯曲半径最小弯曲半径见下表:精品资料最小弯曲半径(R)、最小直边高度(h )、最小孔边到弯曲半径R中心的距离(L )值材料行业标准弯曲半径(R )、直边高度h 、距离 L 冷轧板、镀锌板弯曲半径R≥2t 优先使用标准直边高度h ≥R+2t 距离 L≥2t 冷轧板、镀锌板弯曲半径R ≥3t2)弯曲的直边高度不宜过小,其值h≥R+2t
3)弯曲边冲孔时,孔边到弯曲半径R中心的距离L不得过小,其值 L