机加车间加工工时定额方案(讨论稿) 一、目的:运用精细化管理,合理确定零件定额标准,提高效率
二、适用范围: 1、本车间所有产品零件生产的作业员工
2、本标准适用于单件、小批量、批量生产
三、原则: 1、体现多劳多得、公平公正原则,并充分调动员工的工作积极性
2、每天以8小时为计时基准
3、工时定额时间组成:编程工时+(基本时间+辅助时间)×系数+生理时间
4﹑数控机床加工采用电脑专用软件程序编写并与机床连接
5﹑工时单价参照当年部门年终奖金分配总额
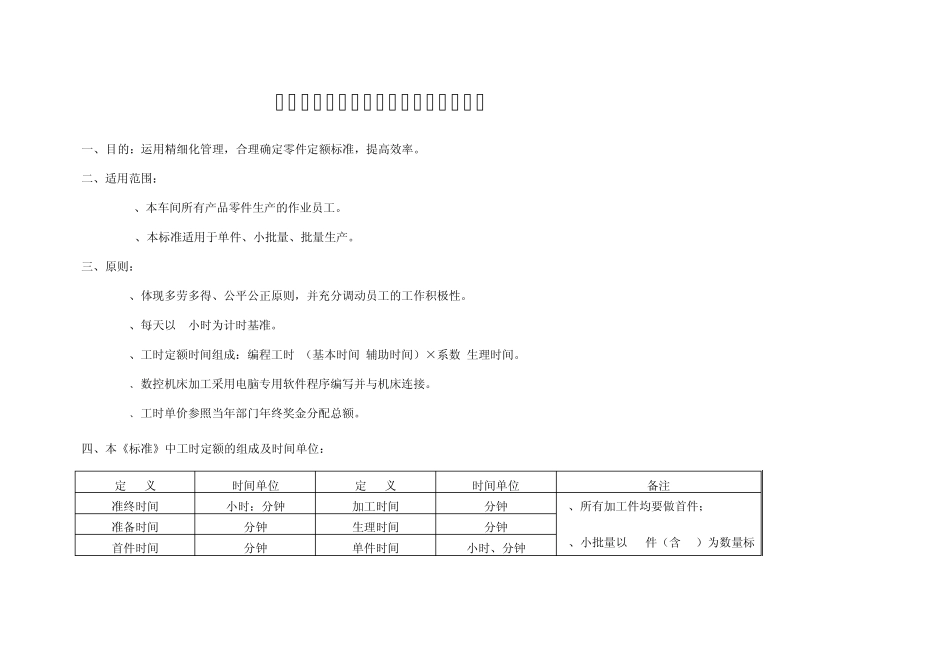
四、本《标准》中工时定额的组成及时间单位: 定 义 时间单位 定 义 时间单位 备注 准终时间 小时:分钟 加工时间 分钟 1、所有加工件均要做首件; 2、小批量以30件(含 30)为数量标准备时间 分钟 生理时间 分钟 首件时间 分钟 单件时间 小时、分钟 批量时间 小时、分钟 批量时间 小时、争钟 准; 五、规则: 通过测定各工种技能水平员工完成某项操作所花的正常连续操作时间,按相应的质量要求、技术难度、使用设备的复杂性及劳动条件的优劣程度,确定各工种的计点标准,然后根据计点标准、工作量制定成本单元点
六、工时定额的时间计点标准 1
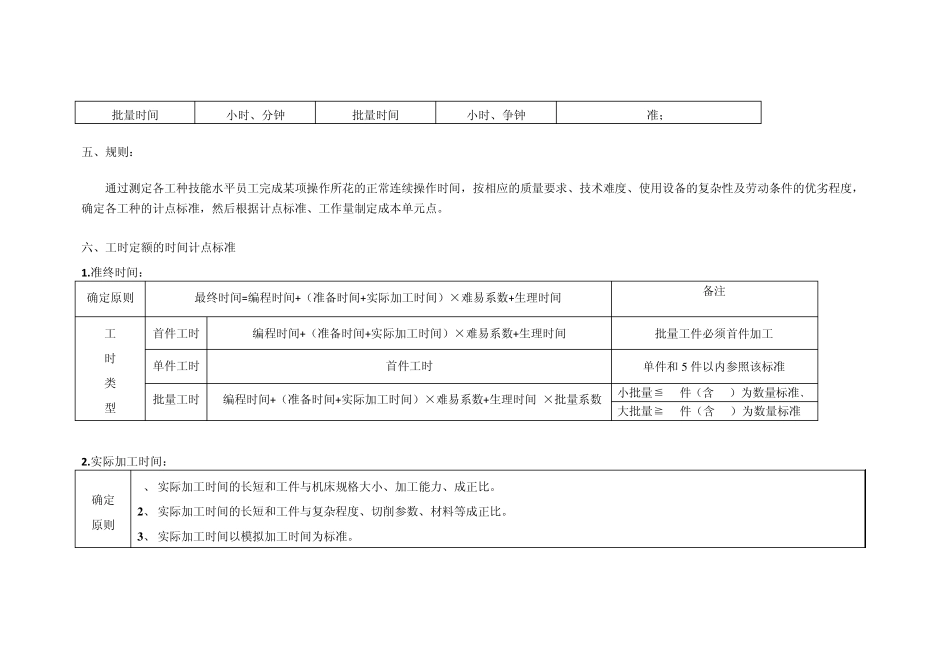
准终时间: 确定原则 最终时间=编程时间+(准备时间+实际加工时间)×难易系数+生理时间 备注 工 时 类 型 首件工时 编程时间+(准备时间+实际加工时间)×难易系数+生理时间 批量工件必须首件加工 单件工时 首件工时 单件和 5 件以内参照该标准 批量工时 [编程时间+(准备时间+实际加工时间)×难易系数+生理时间]×批量系数 小批量≦50件(含 50)为数量标准﹑ 大批量≧50件(含 50)为数量标准 2
实际加工时间: 确定 原则 1、 实际加工时间的长短和工件与机床规格大小、加工能力、成正比
2 、 实际加工时间的长短和工件与复杂程度、切削参数、材料等成正比