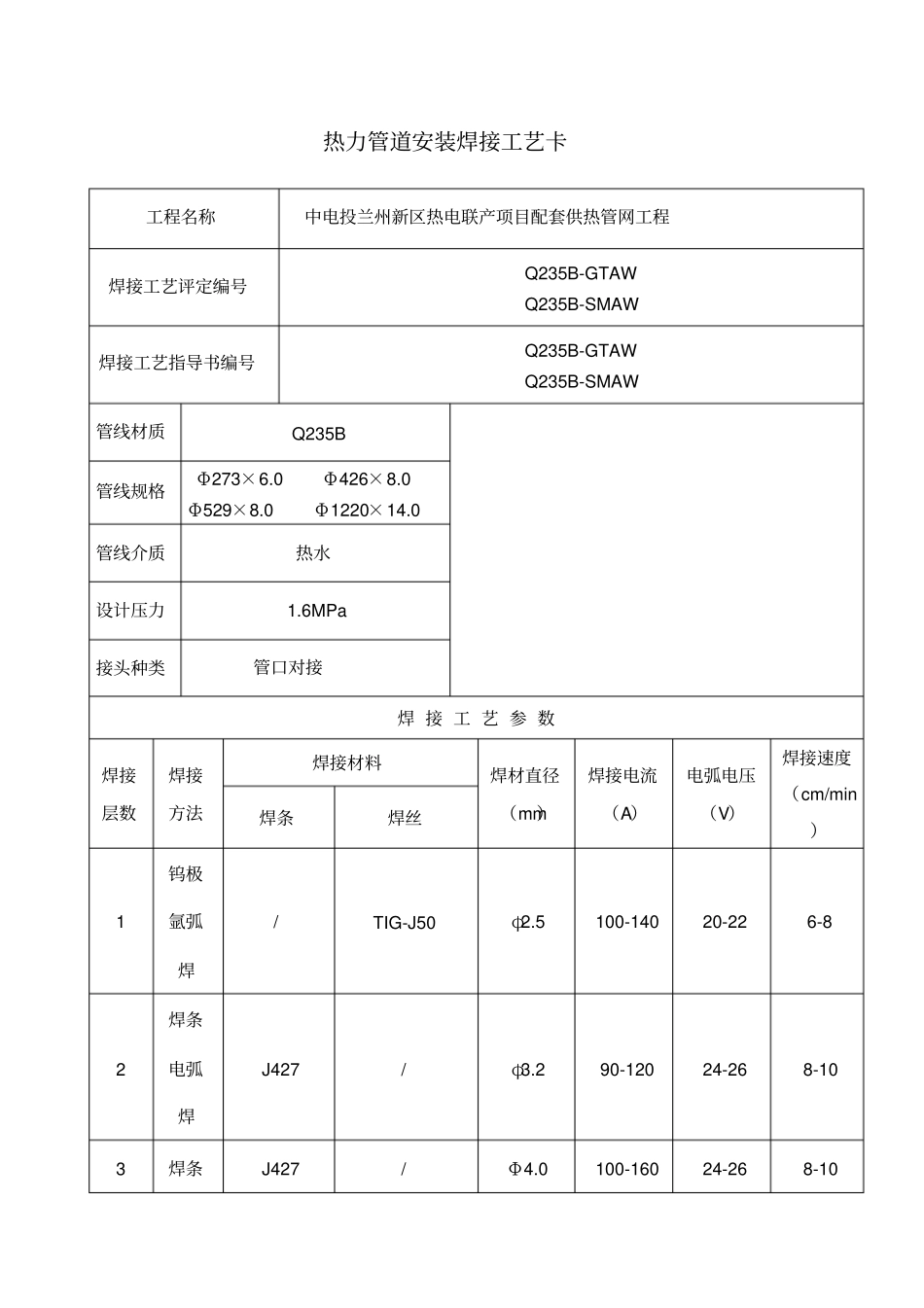
热力管道安装焊接工艺卡工程名称中电投兰州新区热电联产项目配套供热管网工程焊接工艺评定编号Q235B-GTAW Q235B-SMAW 焊接工艺指导书编号Q235B-GTAW Q235B-SMAW 管线材质Q235B 管线规格Φ273×6
0 Φ426×8
0 Φ529×8
0 Φ1220×14
0 管线介质热水设计压力1
6MPa 接头种类管口对接焊 接 工 艺 参 数焊接层数焊接方法焊接材料焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)焊条焊丝1 钨极氩弧焊/ TIG-J50φ2
5 100-140 20-22 6-8 2 焊条电弧焊J427 / φ3
2 90-120 24-26 8-10 3 焊条J427 / Φ4
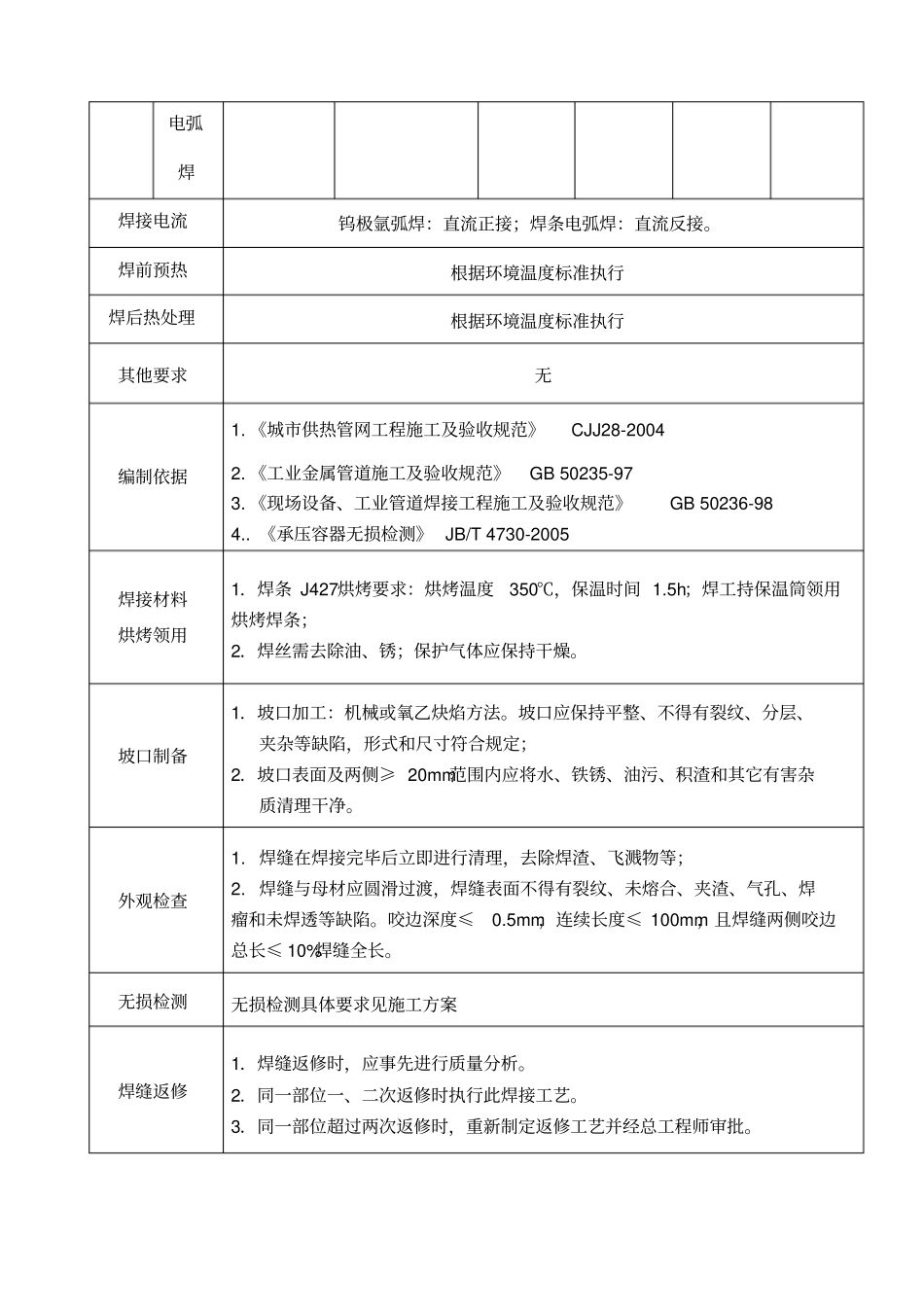
0 100-160 24-26 8-10 电弧焊焊接电流钨极氩弧焊:直流正接;焊条电弧焊:直流反接
焊前预热根据环境温度标准执行焊后热处理根据环境温度标准执行其他要求无编制依据1
《城市供热管网工程施工及验收规范》 CJJ28-2004 2
《工业金属管道施工及验收规范》GB 50235-97 3
《现场设备、工业管道焊接工程施工及验收规范》GB 50236-98 4
《承压容器无损检测》 JB/T 4730-2005 焊接材料烘烤领用1.焊条 J427烘烤要求:烘烤温度350℃,保温时间 1
5h;焊工持保温筒领用烘烤焊条;2.焊丝需去除油、锈;保护气体应保持干燥
坡口制备1.坡口加工:机械或氧乙炔焰方法
坡口应保持平整、不得有裂纹、分层、夹杂等缺陷,形式和尺寸符合规定;2.坡口表面及两侧≥ 20mm范围内应将水、铁锈、油污、积渣和其它有害杂质清理干净
焊缝在焊接完毕后立即进行清理,去除焊渣、飞溅物等;2
焊缝与母材应圆滑过渡,焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透等缺陷
咬边深度≤0