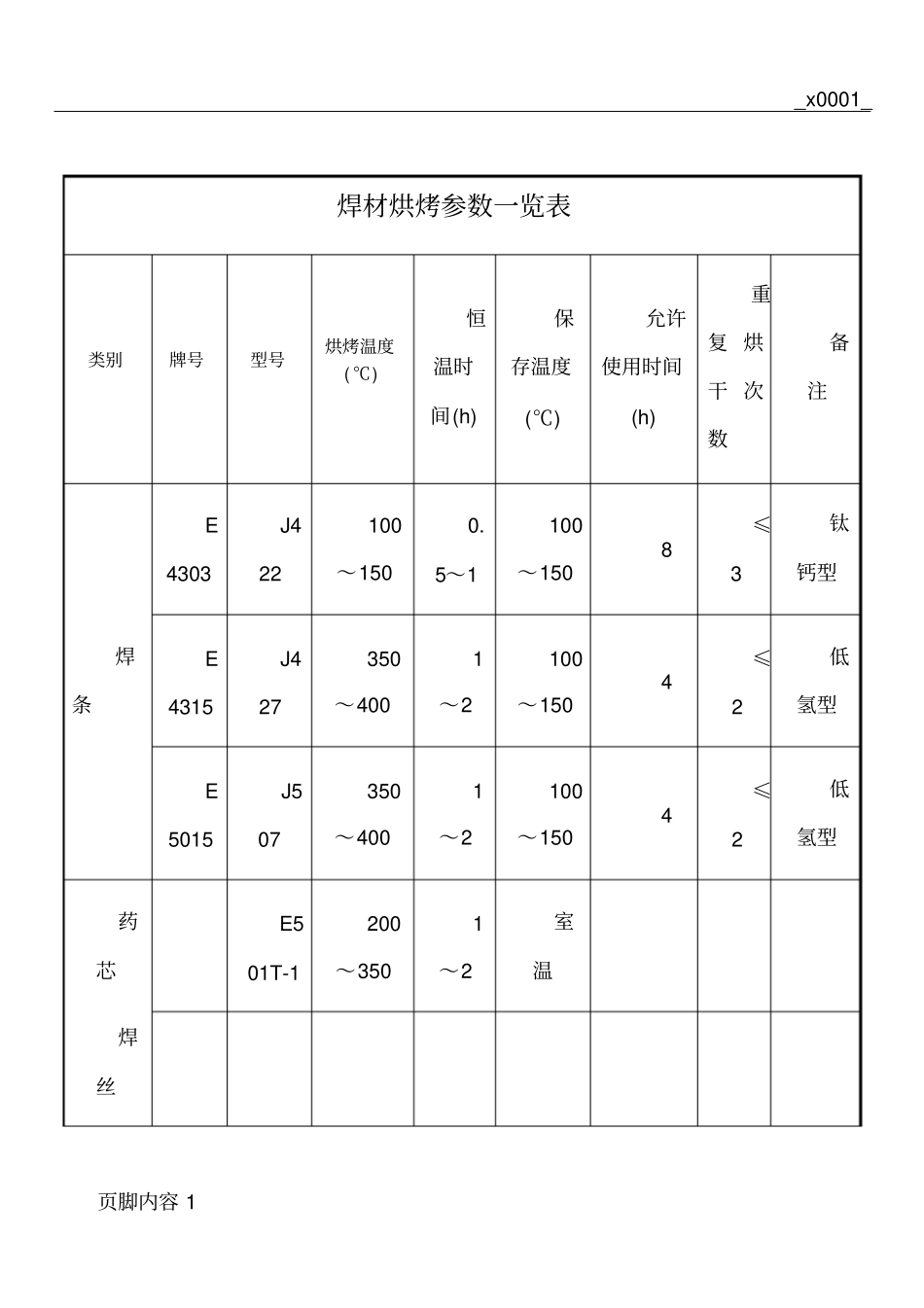
_x0001_页脚内容 1焊材烘烤参数一览表类别牌号型号烘烤温度( ℃) 恒温时间(h)保存温度(℃)允许使用时间(h)重复 烘干 次数备注焊条E4303J422100~1500
5~1100~1508≤3钛钙型E4315J427350~4001~2100~1504≤2低氢型E5015J507350~4001~2100~1504≤2低氢型药芯焊丝E501T-1200~3501~2室温_x0001_页脚内容 2焊剂HJ431200~2501~2100~1504熔炼型SJ101300~3501~2100~1504烧结型其他注:1
保温烘箱为常开烘箱(不断电),要求温度保持在80-100℃之间
防止焊条骤冷骤热,低氢焊材放入时,箱内温度不超过200℃;酸性焊材放入时,箱内温度不超过100℃
材质、规格、炉号、批号不同的焊材烘烤时应用栅格隔开,并作好标识
烘烤温度和恒温时间不同,不得同炉烘烤
二次烘烤的焊条应做好记录,并与新焊条分开烘烤
_x0001_页脚内容 36
烘烤温度及保温时间以焊材生产厂家规定为准,若厂家无规定,按本表执行
药芯密封的焊丝和密封盒装的药芯焊丝原则上不烘干,药芯焊丝烘干需冷却至室温才能装机使用,以免堵塞导电嘴
烘干后的低氢焊条保存在100~150℃的恒温箱中随用随取, 应备有性能良好的保温筒,超过允许时间后需重新烘干
烘烤焊条时,每层焊条堆放不能太厚(一般1~3 层)以免焊条烘干时受热不均和潮气不易排除
焊材烘干记录工程名称:_x0001_页脚内容 4日期(年月日)炉号厂家牌号批号规格(mm)数量(kg)温度规范升温记录备 注温度时间烘干:℃小时烘干:_x0001_页脚内容 5℃小时烘干:℃小时烘干:_x0001_页脚内容 6℃小时注:1:低氢焊材放入时,箱内温度不超过 200° C
2:酸性焊材放入时, 箱内温度不超