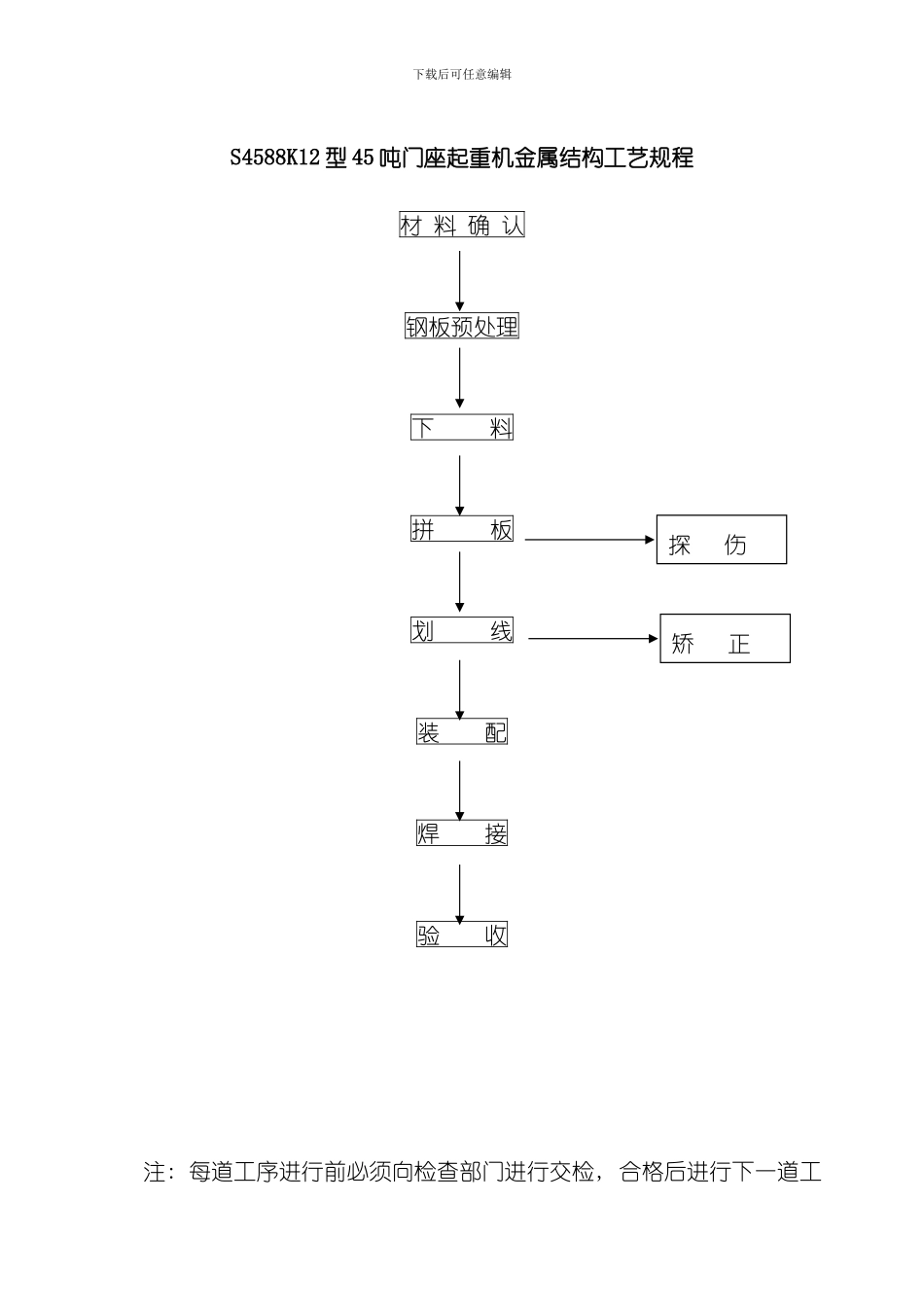
12 S4588K12 型45T 门座起重机数量修改单号标记签字日期制作工艺设计标检标记重量比例输入校对共 页第 1 页审核渤船重工渤海造船有限公司审定日期下载后可任意编辑S4588K12 型 45 吨门座起重机金属结构工艺规程材 料 确 认钢板预处理下 料拼 板划 线装 配焊 接验 收注: 每道工序进行前必须向检查部门进行交检, 合格后进行下一道工探 伤矫 正下载后可任意编辑序
S4588K12 型 45T 门座起重机是中国船舶工业总公司第九设计讨论院设计, 我公司为青岛北海船厂制造的 45T 门座起重机
S4588K12 型 45T 门座起重机的主要金属结构分为臂架系统( 臂架、 象鼻梁、 大拉杆) 、 对重拉杆、 对重平衡梁、 上转柱、 下转柱、 门架和转盘等
金属结构制造应执行 GB3811-83 起重机设计法律规范和CB/J8504-95 修造船厂门座起重机技术规定和图纸中所要求的技术条件执行
一. 金属结构的制造总则45t 门座式起重机金属结构分为臂架、 象鼻梁、 大拉杆、 转柱和转盘
臂架、 象鼻梁、 大拉杆为桁架结构: 大拉杆为腹板开孔的箱形结构, 门架为八根撑杆与桁架式门座的组合结构, 门架内设有电梯, 主要钢结构的材料为 Q345 钢板
钢结构件所用材料必须和图纸标准一致, 应严格检验, 其性能和化学成份, 必须符合其材料标准
钢结构所用的钢板, 型材必须进行抛丸或喷砂除锈方法将氧化皮、 铁锈及其它杂质清除洁净的预处理, 进行防锈处理刷底漆
下料时, 应根据工艺要求考虑加长焊缝收缩余量, 所有钢板焊缝采纳自动焊, 优质碳素钢和低合金刚, 焊丝采纳 H08MnA( 板厚>30mm) , 为满足焊后质量要求, 钢板厚度≤10mm 的自动焊不开坡口; 厚度≥10mm 以上全部单面开坡口, 反面汽刨刨槽清根再进行焊接
所有对接焊缝作100%焊缝长度范围的超声波探