下载后可任意编辑 双捻机生产钢丝绳过程中断丝原因分析采纳双捻机进行捻股生产, 具有速度快、 生产效率高、 占用空间少、 股子捻制质量好等特点, 广泛应用于钢丝绳捻制生产; 然而, 双捻机生产对于制绳钢丝性能的稳定性要求极高
因此, 制绳钢丝质量的稳定性, 对钢丝绳的性能、 双捻机捻制生产的效率, 以及钢丝绳的综合成材率, 都有着很大的影响
特别是对于生产车台需求多, 钢丝绳的定尺长度要求较长, 产量相对较低的细规格钢丝绳( 钢丝绳直径 1
5mm 以下) , 其影响更为明显[1]
制绳钢丝质量稳定性, 直接影响到双捻机生产的效率
然而, 制绳钢丝质量的稳定, 取决于各个生产加工环节
因此, 严格控制好制绳钢丝每个生产环节, 确保双捻机生产正常进行, 提高钢丝绳的生产效率和综合成材率[2,3]
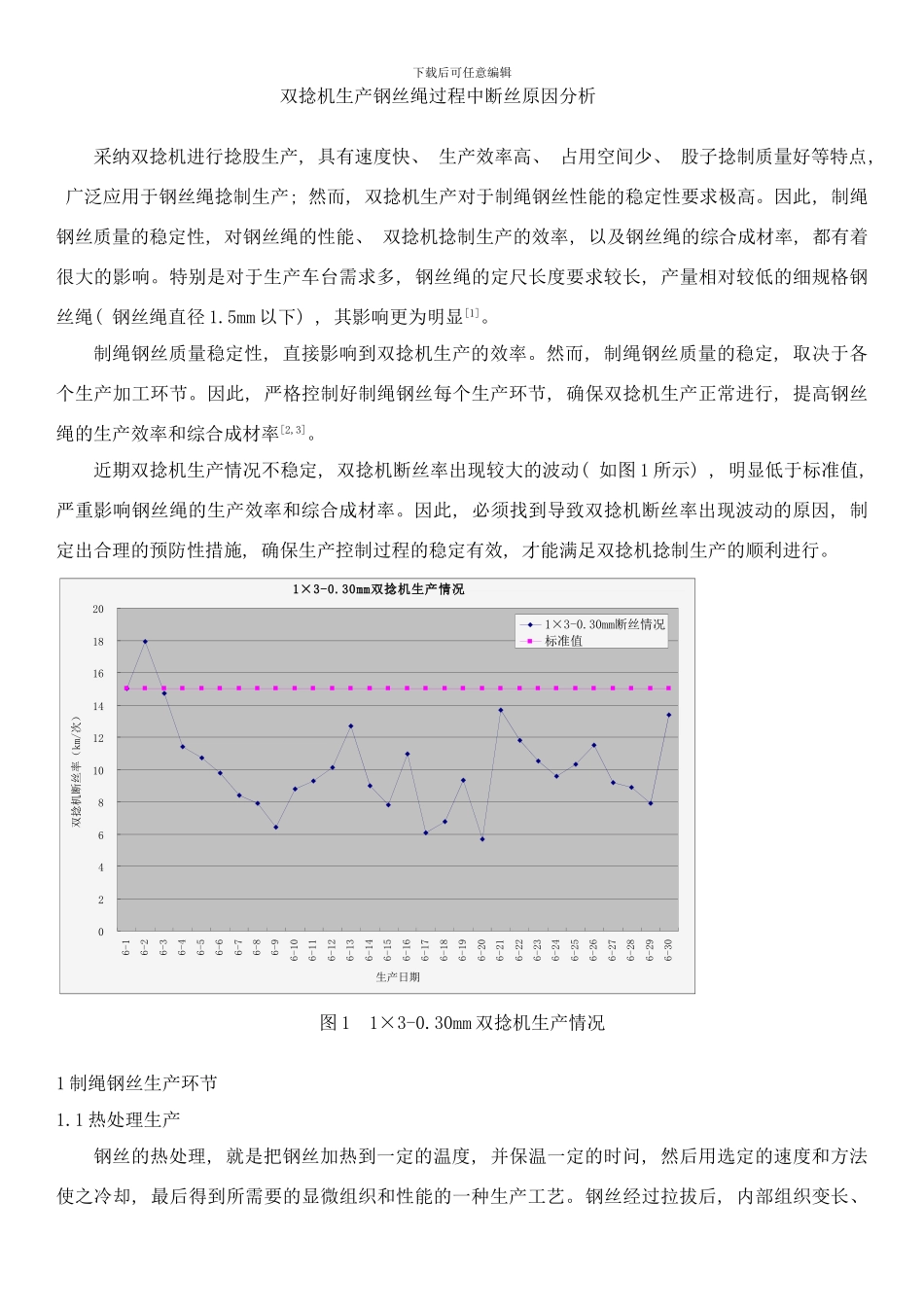
近期双捻机生产情况不稳定, 双捻机断丝率出现较大的波动( 如图 1 所示) , 明显低于标准值, 严重影响钢丝绳的生产效率和综合成材率
因此, 必须找到导致双捻机断丝率出现波动的原因, 制定出合理的预防性措施, 确保生产控制过程的稳定有效, 才能满足双捻机捻制生产的顺利进行
30mm双捻机生产情况024681012141618206-16-26-36-46-56-66-76-86-96-106-116-126-136-146-156-166-176-186-196-206-216-226-236-246-256-266-276-286-296-30生产日期双捻机断丝率(km/次)1×3-0
30mm断丝情况标准值图 1 1×3-0
30mm 双捻机生产情况1 制绳钢丝生产环节1
1 热处理生产钢丝的热处理, 就是把钢丝加热到一定的温度, 并保温一定的时问, 然后用选定的速度和方法使之冷却, 最后得到所需要的显微组织和性能的一种生产工艺
钢丝经过拉拔后, 内部组织变长、 下载