下载后可任意编辑水轮机机组锥管修复方案一、 概述1
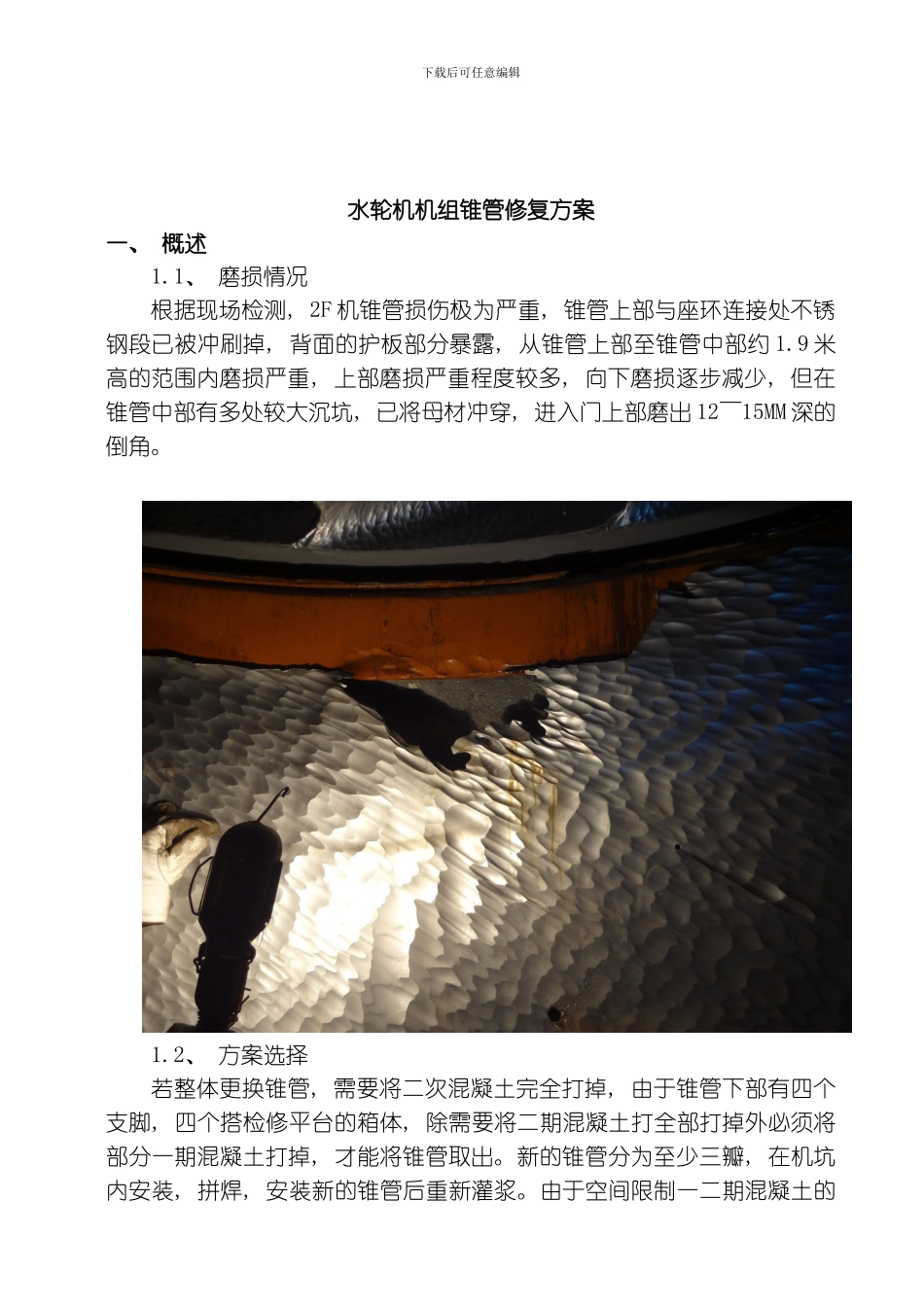
1、 磨损情况根据现场检测, 2F 机锥管损伤极为严重, 锥管上部与座环连接处不锈钢段已被冲刷掉, 背面的护板部分暴露, 从锥管上部至锥管中部约 1
9 米高的范围内磨损严重, 上部磨损严重程度较多, 向下磨损逐步减少, 但在锥管中部有多处较大沉坑, 已将母材冲穿, 进入门上部磨出 12~15MM 深的倒角
2、 方案选择若整体更换锥管, 需要将二次混凝土完全打掉, 由于锥管下部有四个支脚, 四个搭检修平台的箱体, 除需要将二期混凝土打全部打掉外必须将部分一期混凝土打掉, 才能将锥管取出
新的锥管分为至少三瓣, 在机坑内安装, 拼焊, 安装新的锥管后重新灌浆
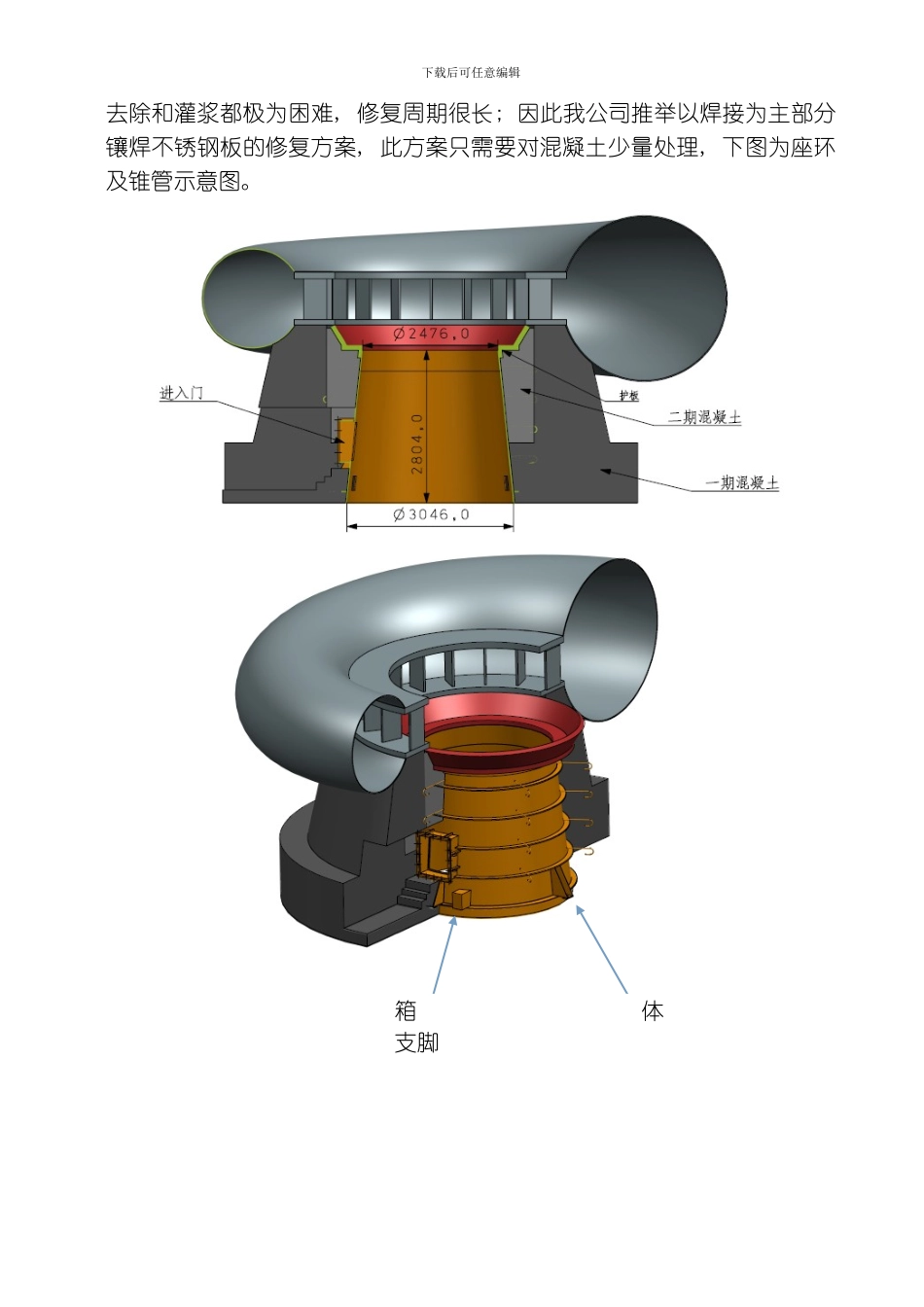
由于空间限制一二期混凝土的下载后可任意编辑去除和灌浆都极为困难, 修复周期很长; 因此我公司推举以焊接为主部分镶焊不锈钢板的修复方案, 此方案只需要对混凝土少量处理, 下图为座环及锥管示意图
箱体 支脚下载后可任意编辑1
3、 方案简介 将锥管上段第一个环形筋板以上部分割除, 用新的 S135 钢板镶焊
镶焊钢板分为 6 瓣, 割除钢板时注意保护钢板背面的拉锚, 镶焊时先预装, 在背面有拉锚的位置开孔, 镶焊后, 在开孔处将锥管与原拉锚焊在一起, 锥管其余部分参照 1F 机方案堆焊, 打磨处理; 中间磨损严重处, 局部镶焊处理; 最后在钻孔处及其它锥管与混凝土脱壳处灌浆处理
由于锥管上段背面有护板, 不用处理混凝土即可将锥管第一个环形筋板以上部分割除, 其余部分采纳堆焊工艺
4、 修复目标下载后可任意编辑修复后锥管的厚度, 圆度等几何尺寸基本符合原图要求; 整个修复的锥管按 ASME 标准探伤, 无超标缺陷; 修复过程中采纳多种措施减少焊接应力产生, 机组运行过程中不产生有害变形; 经过灌浆使锥管与混凝土壁充分贴合, 不会产生有害的振动
5、 施工前的检