减速器箱体镗夹具设计1镗床夹具设计为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具
这里介绍对工序:精镗∅62H7轴承孔的镗床夹具
本夹具将用于T68卧式镗床
刀具为硬质合金镗刀,对该孔进行加工
2工件加工工艺分析加工内容:精镗减速箱体上与∅17
5H7定位基准孔相互垂直的∅62H7孔,为了保证其加工精度,在镗孔前所有的表面均已加工达到规定的尺寸和位置精度要求
镗模要保证以下精度:该孔的内壁粗糙度要求为1
6,并且该孔的尺寸的下偏差均为0mm,上偏差均为0
3定位方案及定位元件设计根据零件结构分析设计出:定位方案为一面两销定位
底面A面由于之前已经加工了,故可以用它做为定位方案的一面
这样可以限制Z方向的移动与X,Y方向的转动
一个圆柱销限制了Y向的移动和X向的移动
另外,还有Z向的转动未限制
因此在零件的左前端面加一支撑钉来限制Z向的转动
故,该工件的六个自由度被完全限制了
同时,此方案采用菱形销可以很好解决误差的问题,将定位面和定位销和夹具体做成一体可使结构简单,其作用和定位原理如上所述
4夹紧方案及夹紧元件设计由于该工序为孔加工,在镗削时,切向力垂直于底座,可以帮助工件夹紧
根据工件加工分析,两端面均有孔需要镗削加工,所以轴向力只有用两个相互垂直的压板(螺旋式)的加紧力和工件自身的重力一起产生的摩擦力来克服
整个夹紧力压在表面上
整个夹紧机构采用回转压板式螺旋夹紧机构
这里采用手动方式压紧,手动夹紧简单、方便
故此时选择手动式压板的夹紧机构作为此镗孔的夹紧机构
此时不需要对夹紧力进行计算
6镗套的设计镗套的结构型式和精度直接影响被加工孔的精度
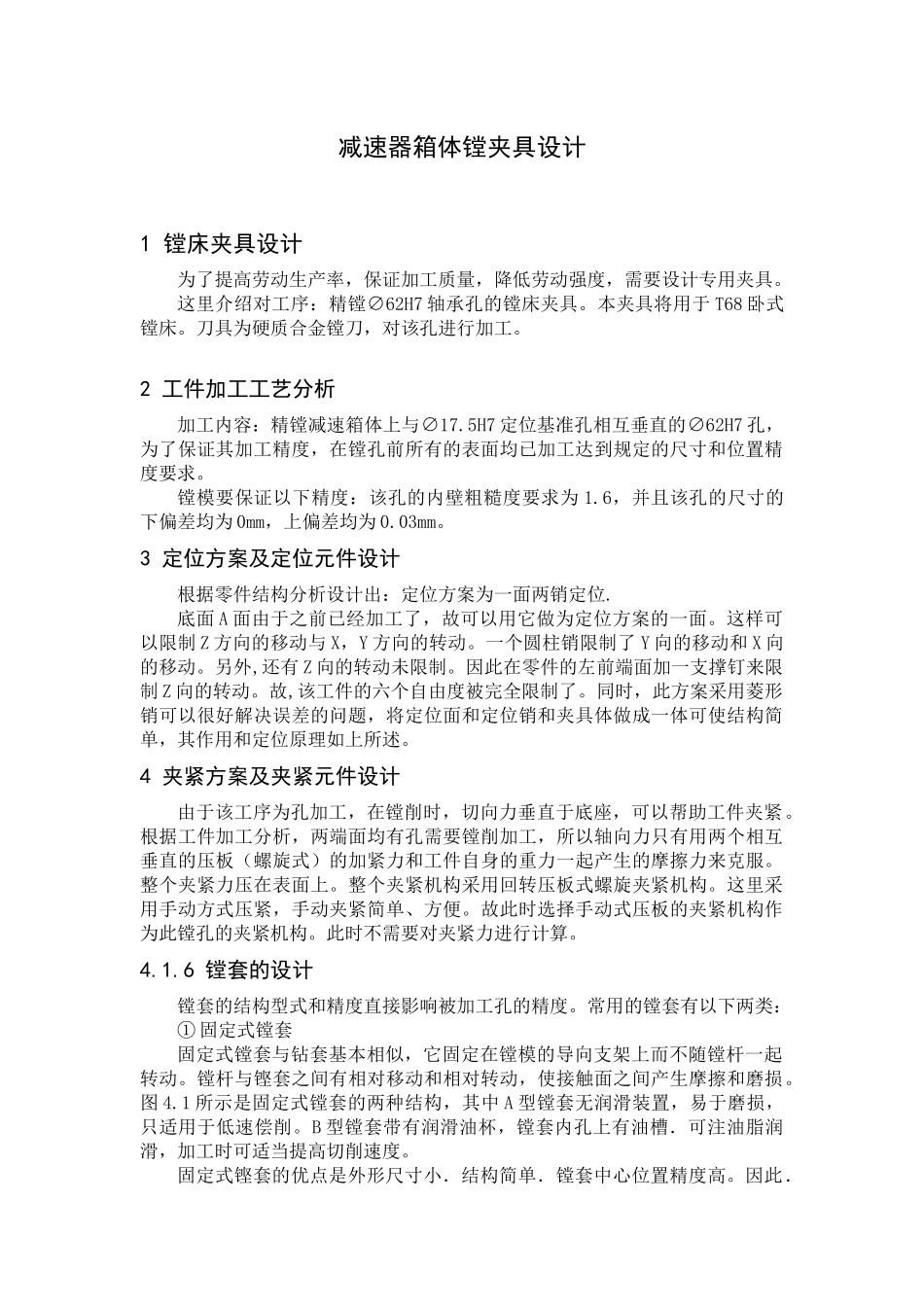
常用的镗套有以下两类:①固定式镗套固定式镗套与钻套基本相似,它固定在镗模的导向支架上而不随镗杆一起转动
镗杆与铿套之间有相对移动和相对转动,使接触面之间产生摩擦和磨损
1所示是固定式镗套的