中华人民共和国航空工业部部标准 HB/Z 77-84铝合金电阻点焊和缝焊工艺1 总则1
1 本标准适用于 LF2、 LF3、 LF6、 LF21、 LY12、 LY16、 LC4、 LC9 变形铝合金电阻点焊及 LF2、 LF3、 LF6、 LF21 变形铝合金电阻缝焊工艺
2 焊工应有焊接航空产品的焊接操作证书
2 设备 2
1 焊机:点焊机、 缝焊机
1 焊接铝合金一般选用直流脉冲式、 电容储能式、 次级整流式等类型的焊机,缝焊机建议选用步进式的
2 焊机最好具有三种加压方式:不变的压力、 附加锻压力、 附加予压和锻压力
3 焊机电极臂应有足够的刚性,当施加最大额定压力时,臂长不大于 500㎜,弹性挠度应不超过 1
5㎜,臂长不大于 1200㎜,挠度应不超过 2㎜
4 焊机在规定气压范围和额定焊接速度下工作时,电极压力的波动应不超过+8%
上电极下降时应平稳无冲击现象
5 焊机工作时,电源电压应在额定值的+5%范围内
管道压缩空气压力应不低于5kg/cm2,室温应不低于 15℃
6 焊机的次级回路电阻,直流脉冲焊机应不大于 60μΩ,沟通焊机应不大于100μΩ,单个活动连结处电阻不大于 20μΩ,单个固定结合处电阻不大于 2μΩ
焊机的次级回路电阻至少三个月测量一次,并记入设备档案中
7 焊机应定期检修,活动导电部分应定期更换石墨润滑剂
8 焊机应配备必要的专用工具
9 焊机在安装、 改装、 大修或改变动力线路之后,由工厂主管部门组织进行鉴定,鉴定合格后才允许投入生产使用
焊机鉴定内容如下:a
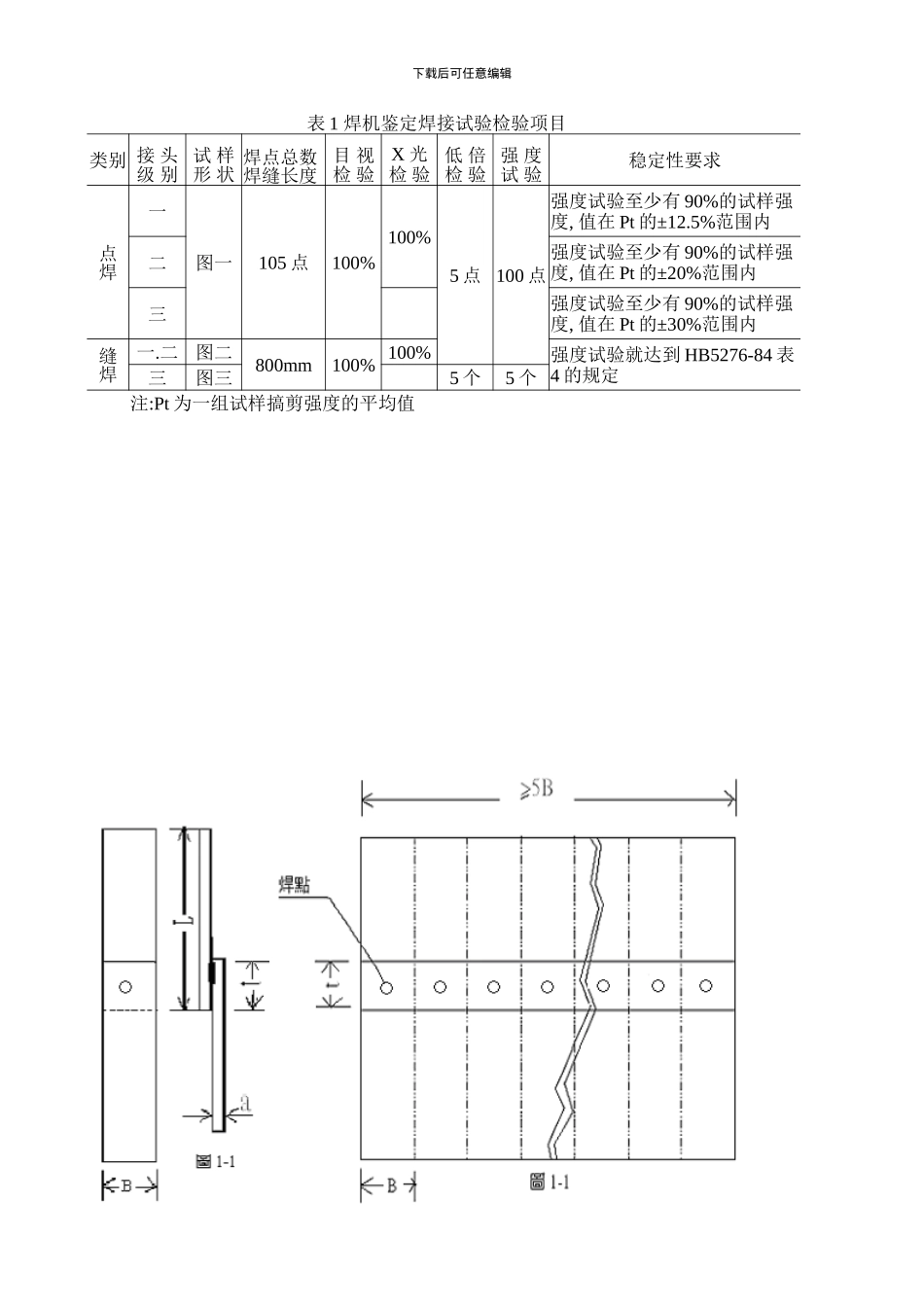
按附录 A《焊机鉴定表》规定内容测量焊机的参数
下载后可任意编辑b
选用生产中常见的一种材料,取最薄和最厚的两种相同厚度的组合进行工艺稳定性试验,试验内容列于表 1,试验结果应符合