1一、工程概况:玉钢 850mm 热连轧中生产时,被加热的钢坯首先用粗轧除鳞机进行高压除鳞,然后经 R1 轧机机前延伸辊道、机前延伸辊道 I、机前工作辊、入口推床,进入 E1 和 R1 粗轧机轧制,初轧后的板坯由 R1 出口推床、R1 机后工作辊道、机后延伸辊道、运输辊道进入保温罩
废钢经废钢推出机下线
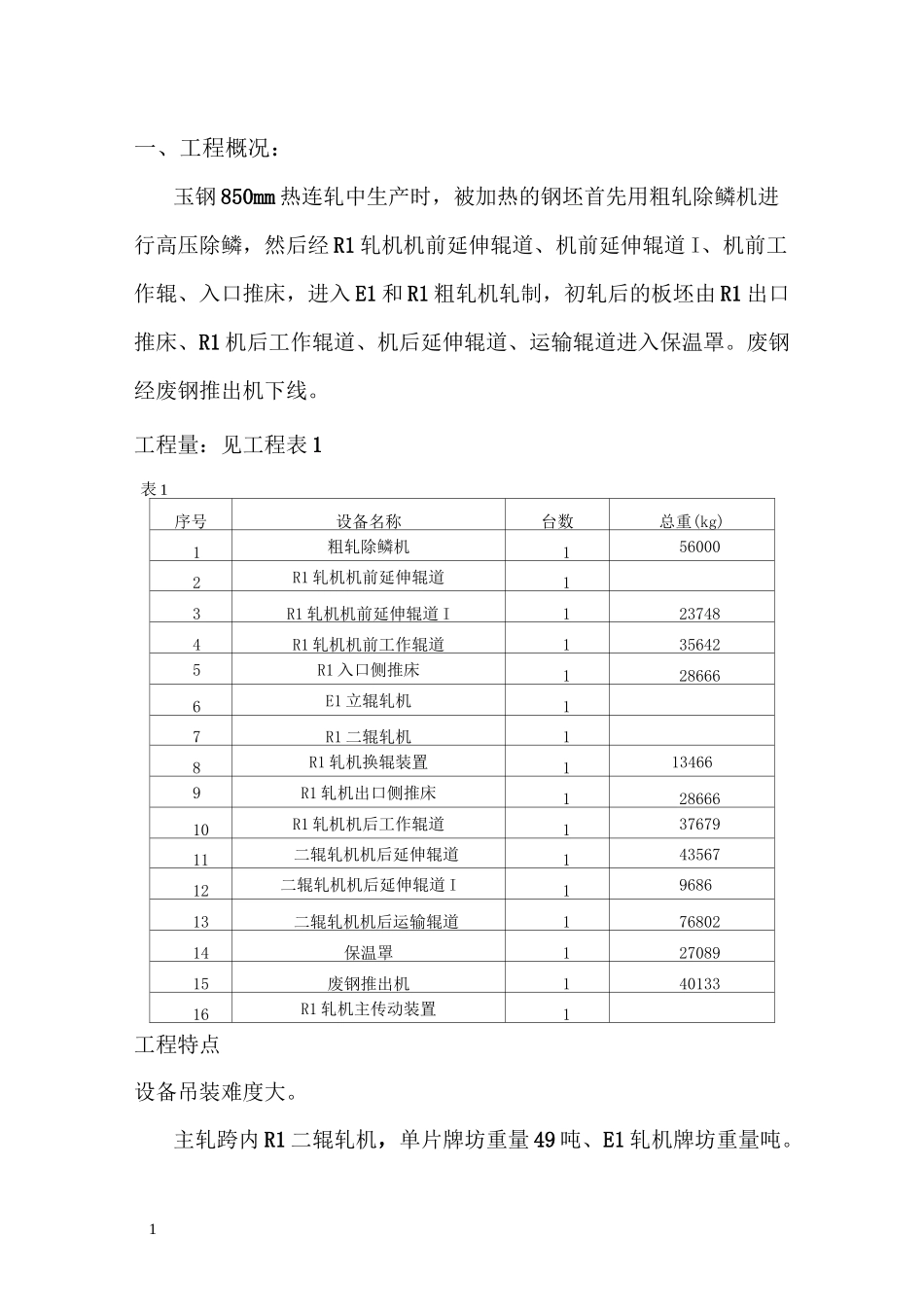
工程量:见工程表 1表 1序号设备名称台数总重(kg)1粗轧除鳞机1560002R1 轧机机前延伸辊道13R1 轧机机前延伸辊道 I1237484R1 轧机机前工作辊道1356425R1 入口侧推床1286666E1 立辊轧机17R1 二辊轧机18R1 轧机换辊装置1134669R1 轧机出口侧推床12866610R1 轧机机后工作辊道13767911二辊轧机机后延伸辊道14356712二辊轧机机后延伸辊道 I1968613二辊轧机机后运输辊道17680214保温罩12708915废钢推出机14013316R1 轧机主传动装置1工程特点设备吊装难度大
主轧跨内 R1 二辊轧机,单片牌坊重量 49 吨、E1 轧机牌坊重量吨
2线上单台 32/5 吨航车均不能直接将牌坊吊装就位,必须用两台自行式起重卸车及抬吊就位
或者使用两台车间桥式起起重机加一根扁担梁进行抬吊
设备安装质量要求高
轧机运行速度快,轧制线长,设备关联性非常强,每套设备的安装精度都对前后相关联的设备影响较大,安装定位难度大,必须对轧机的中心标高、基准点的设置位置、测量精度、设备定位检测予以充分重视,特别是 E1R1 二辊轧机位置精度的控制要求很高
轧机设备在找平时,无论是采用座浆或其它方法,其底座的找平精度均须严格按公司的内控标准执行,关键设备的基准底板按零误差找平找正
配合协作关系复杂
施工中将与设计院、监理单位、国内配套设备制作商代表、外方专家、甲方代表协作,并接受他们的监督和指导
此项工程甲方要求在