一、选择设备:1、设备类型:选择系统均为HL 的线切割设备2、设备加工范围工件尺寸为长180 宽 170所以选择设备的加工范围需大于180×170mm,设备需要标识最大加工范围等,如下图所示本例的设备型号为DK7750,最大加工范围为630× 500mm
最大厚度为400二、划线1、 按如图所示放置工件2、 将高度尺尺寸调整至45 与 120,在工件上画出如图所示的蓝色线条
3、 将工件旋转90 度
4、 将高度尺尺寸分别调整为50 及 128,在工件上画出如图所示的红色线条
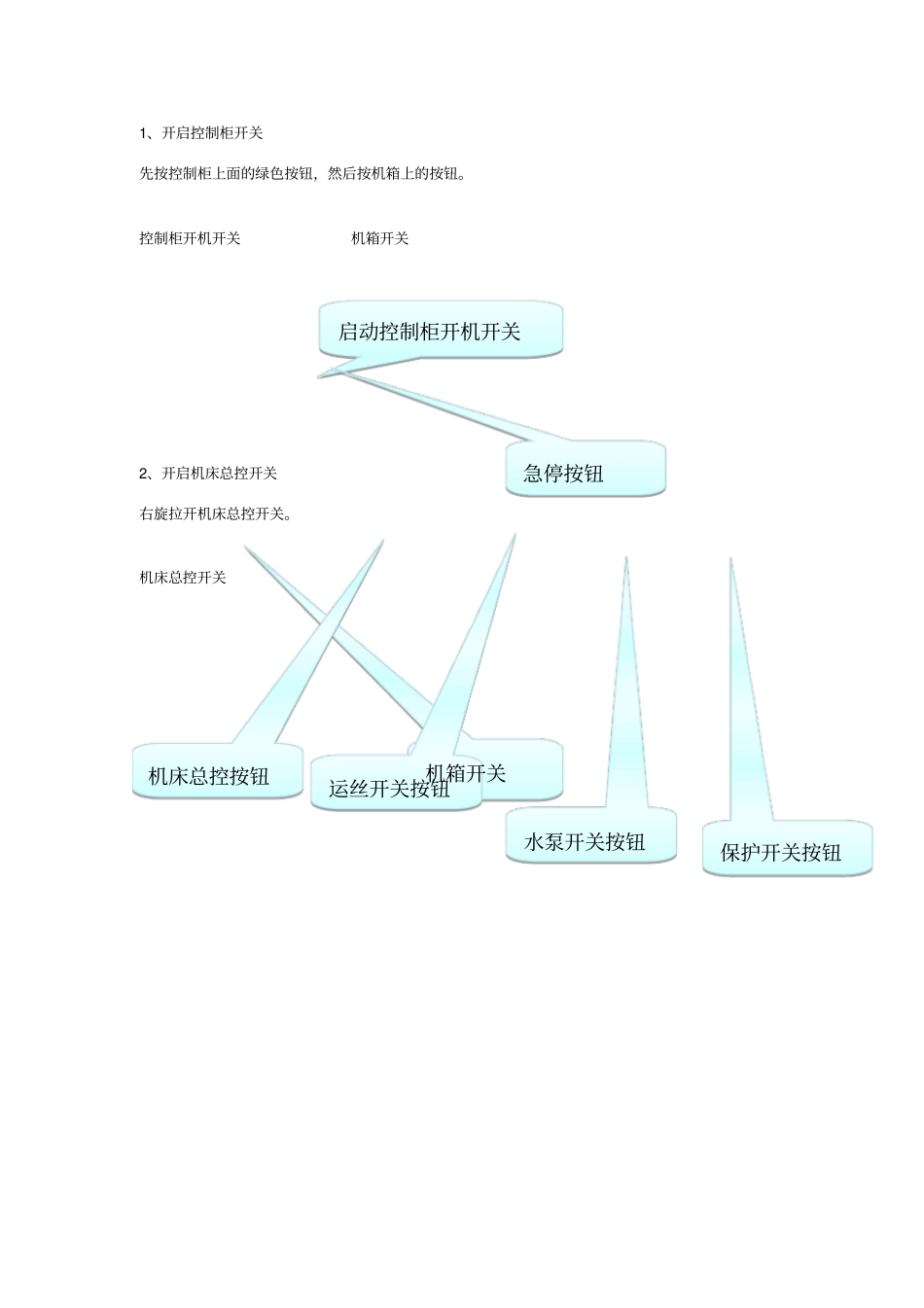
5、校核穿丝孔划线位置是否正确5、 打样冲眼冲眼目的: 钻孔下钻定位要求:冲点清楚,大小适当扬冲三、加工穿丝孔采用直径为6 的钻头钻孔钻头四、开机1、开启控制柜开关先按控制柜上面的绿色按钮,然后按机箱上的按钮
控制柜开机开关机箱开关2、开启机床总控开关右旋拉开机床总控开关
机床总控开关启动控制柜开机开关机箱开关急停按钮机床总控按钮运丝开关按钮水泵开关按钮保护开关按钮四缠丝缠丝的过程是将电极丝从丝盘绕到快走丝线切割机床储丝筒上的过程
1、缠丝以前,要先移开左、右行程开关
2、用摇把将丝筒逆时针旋转至左侧极限位置
(将其移到行程左端或右端极限位置目的是将电极丝上满,如果不需要上满,则需与极限位置有一段距离)
3、将丝盘 1 放置于缠丝架上,将丝头从丝筒下方穿过,从丝筒上方传出,依次通过2、3、4 等导轮及档丝棒(需要从档丝棒里穿过),并注意需要与导电块接触,丝头固定在储丝筒左侧紧固螺钉处
4、用左手扶住丝盘,右手用摇把顺时针旋转储丝筒,当缠丝宽度达到8 mm左右时暂时停止缠丝
5、调整左侧行程开关
松开左侧限位块上的紧固螺钉,移动限位块至接近左侧行程开关的电极丝导电块档丝棒缠丝宽度 8mm限位块紧定限位块左侧行程开关右侧行程开关中心位置后固定限位块
6、继续缠丝,缠丝至右侧紧固螺钉30mm左右处停止缠丝