纸盒要求一、形状和尺寸为使机器在运行中发生停机的情况降低到最小限度,保持纸盒的材料和对机器的维护一样,使它们本身处在优良的标准水平是非常重要的
此处对纸盒方面有关重要的和有用的一些情况加以说明
1.所需要的纸片厚度,对于某些特定的纸盒来说,应该取决于下述各因素,如纸盒的类型、 纸盒要制成的样式,所装的内容物的重量、纸片纤维的方向等等
纸片的强度是依靠纸片类型、厚度、基本页张重量等而定的
应当记住的是,当纸片的厚度增加一倍,其强度就增大八倍, 这强度在纸片的机器方向,是总比横向大
因此机器方向总要横跨最长的折叠线运行,这将有助于把制盒过程中出现折皱现象减少到最低限度
纸片的类型、 厚度和强度,必须以价格和功能来决定,纸片的基本重量,不应低于每平方米275 克
2.折痕是在纸盒坯料上制作的,这样,就可以提供保持适当强度的纸盒坯片和折盖容易、精确折叠的折线
制造折痕在纸盒的制造工作上是最重要的操作之一
为了有良好性能,必须在折痕深度/ 宽度与纸片强度之间存在着正确的关系
折痕的相对的破裂力,必须是未折痕的纸盒的60%
过于浅的折痕会使纸片的衬里破裂,过于狭窄的折痕会给出压力隆起脊,过深的折痕会使纸片本体破裂,过宽的折痕会在折叠的内部给出弄皱的肋部
拙劣的边缘切割操作会产生粉末,并使各片互相联结
窄的折痕尝尝是被优先选用的,但是纸片的衬里必须不弄破, 全部折痕必须在全长上具有全深度,并在全部相交点正确的相会
折痕的宽度大概为 0
3.彩盒请勿使用同边设计,同边设计与现有设备(折盒机)相冲突,必须额外增加人力进行手工折盒
4.纸片平坦是重要的事情,因为变形的纸盒坯片堆叠,在运作时有困难,而且也难于整齐平滑地喂进加工箱中
它们也会挤住,卡住于导轨中而变成难成形
弯的、卷的纸片常常在运转中产生不良效果
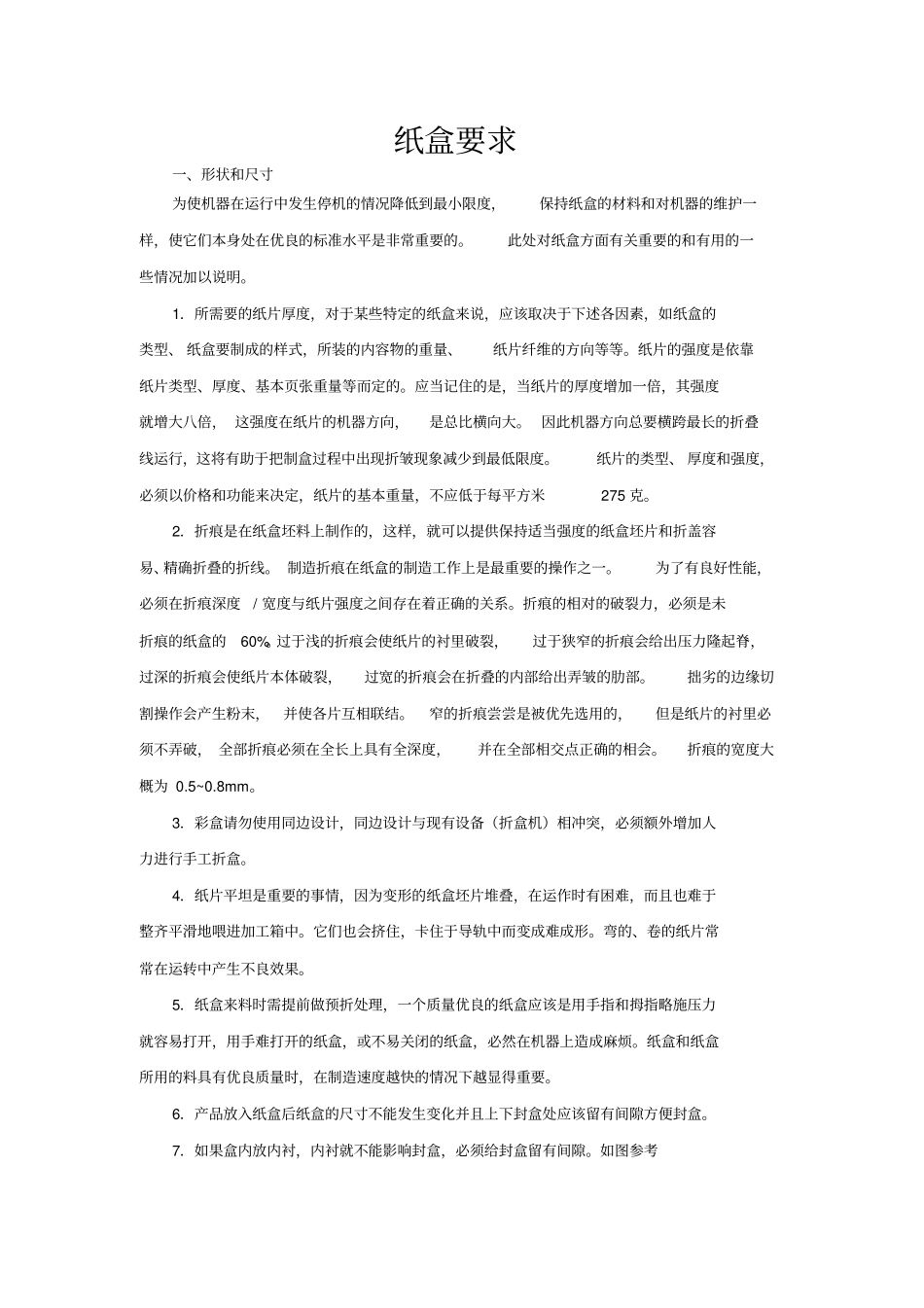
5.纸盒来料时需提前做预折处理,一个质量优良的纸盒应该是用手指和拇