主流厌氧反应器的优缺点比较 名称 优点 缺点 适用范围 1
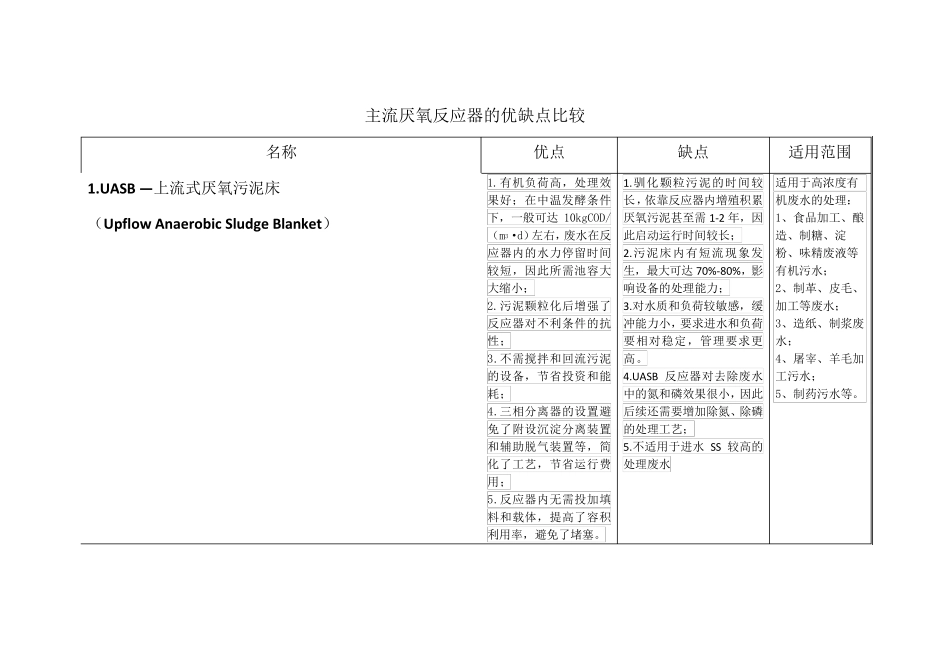
UASB — 上流式厌氧污泥床 (Upflow Anaerobic Sludge Blanket) 1
有机负荷高,处理效果好;在中温发酵条件下,一般可达10kgCOD/(m3·d)左右,废水在反应器内的水力停留时间较短,因此所需池容大大缩小; 2
污泥颗粒化后增强了反应器对不利条件的抗性; 3
不需搅拌和回流污泥的设备,节省投资和能耗; 4
三相分离器的设置避免了附设沉淀分离装置和辅助脱气装置等,简化了工艺,节省运行费用; 5
反应器内无需投加填料和载体,提高了容积利用率,避免了堵塞
驯化颗粒污泥的时间较长,依靠反应器内增殖积累厌氧污泥甚至需 1-2 年,因此启动运行时间较长; 2
污泥床内有短流现象发生,最大可达70%-80%,影响设备的处理能力; 3
对水质和负荷较敏感,缓冲能力小,要求进水和负荷要相对稳定,管理要求更高
U ASB 反应器对去除废水中的氮 和磷 效果很 小,因此后续 还 需要增加除氮 、 除磷的处理工艺; 5
不适用于 进水 SS 较高的处理废水 适用于 高浓 度 有机废水的处理: 1、 食 品 加工、 酿造 、 制 糖 、 淀粉 、 味 精 废液 等有机污水; 2、 制 革 、 皮 毛 、加工等废水; 3、 造 纸 、 制 浆 废水; 4、 屠 宰 、 羊 毛 加工污水; 5、 制 药 污水等
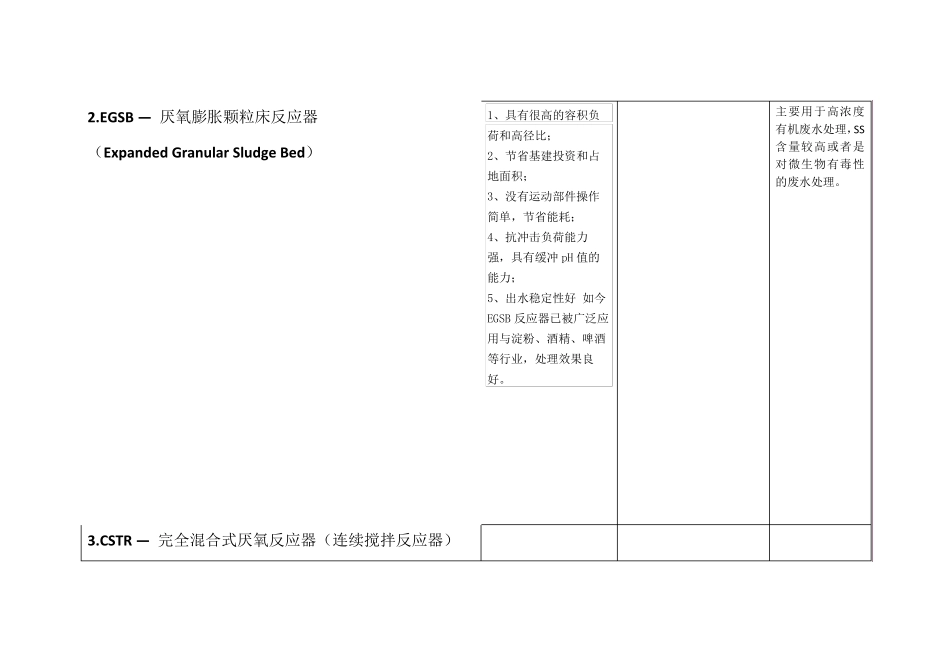
EGSB — 厌氧膨胀颗粒床反应器 (Expanded Granular Sludge Bed) 1、具有很高的容积负荷和高径比; 2、节省基建投资和占地面积; 3、没有运动部件操作简单,节省能耗; 4、抗冲击负荷能力强,具有缓冲 pH 值的能力; 5、出水稳定性好 如今EGSB 反应器已被广泛应用与淀粉、酒精、啤酒等行业,处理效果良好
主要用于高浓度有机废水处理,S S含量较高