受控号: 无缝钢管检验规程 文件编号:WLD/ZB-C-007-07 (版本:B/01) 编 制: 审 核: 批 准: 2013 年 1 月 18 日发布 2013 年 10 月 6 日实施 山东威兰德精密特钢制品有限公司 1 目的和范围 为确保原材料、过程产品及成品满足生产质量控制要求,并确保出厂产品满足API Spec 5CT、API Spec 5L、GB5310、GB9948、GB6479、GB3087、GB18248、GB/T8163、GB/T17396、GB/T8162、YB/T5035 标准及技术协议(要求)的要求,特制定本规程
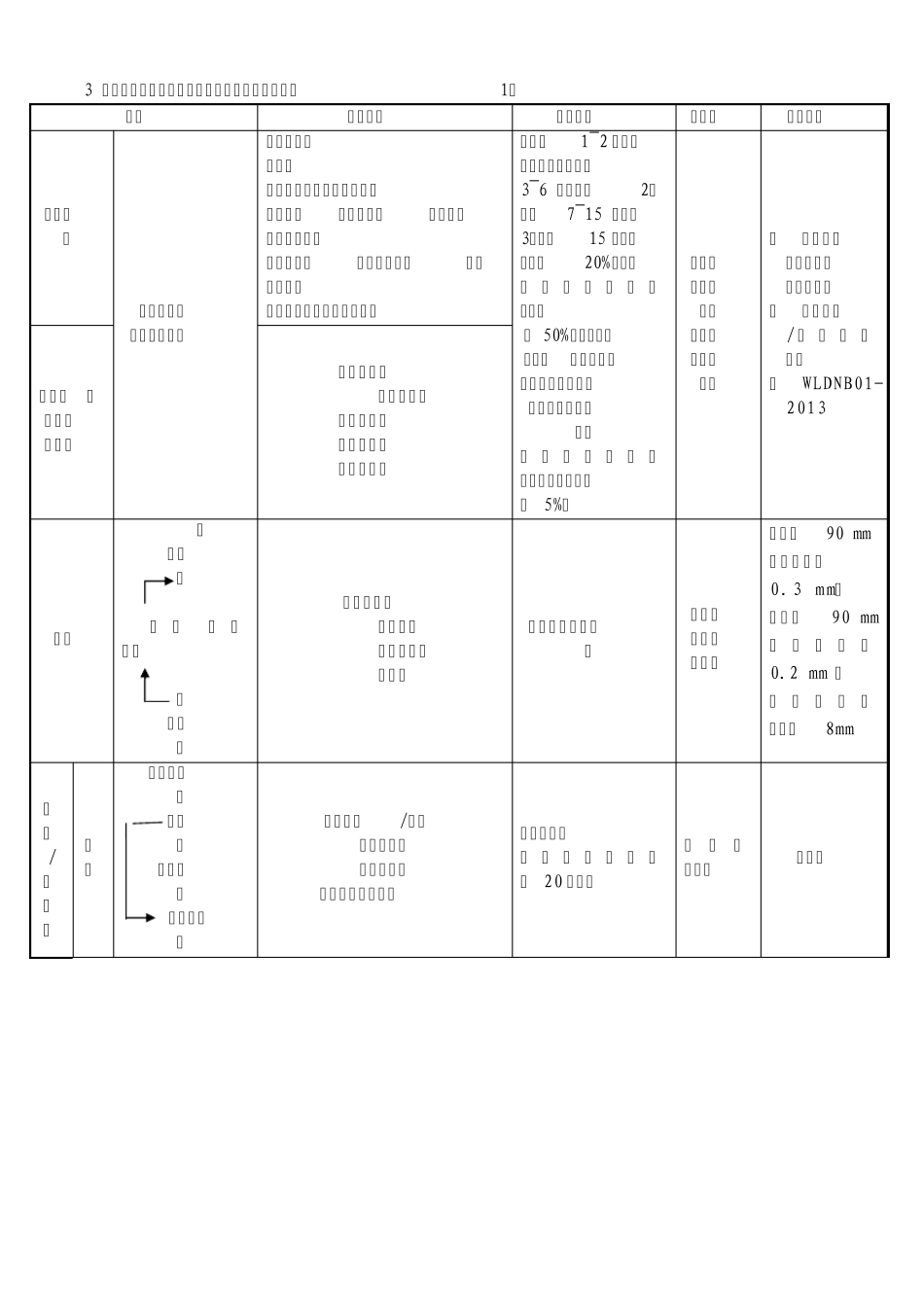
2 引用文件 本检验规程依据: API Spec 5CT 《套管和油管规范》 API Spec 5L 《管线钢管》 GB5310 《高压锅炉用无缝钢管》 GB9948 《石油裂化用无缝钢管》 GB6479 《高压化肥设备用无缝钢管》 GB 3087 《低中压锅炉用无缝钢管》 GB18248 《气瓶用无缝钢管》 GB/T8163 《输送流体用无缝钢管》 GB/T17396 《液压支柱用热轧无缝钢管》 GB/T8162 《结构用无缝钢管》 YB/T5035 《汽车半轴套用无缝钢管》 GB/T3639 《冷拔或冷轧精密无缝钢管》 相关技术协议(要求) 3 工艺流程、检验项目、检验频次、检验依据(表1) 工序 检验项目 检验频次 记录表 判定依据 采购原料 热轧管坯、 连铸坯或毛管 ①化学成分 ②低倍 ③管坯、连铸坯或毛管长度 ④管坯、连铸坯直径(毛管为外径、壁厚) ⑤表面质量(毛管为内、外表面质量) ⑥管坯、连铸坯、毛管直度 ①来坯1~2 个炉号全炉号取样;来坯3~6 个炉号抽2;来坯7~15 炉号抽3;来坯15 个炉号以上抽20%选择进坯 量 较 大 的 炉 号取样, ② 50%试样做低倍检验
(管坯、连铸坯做低倍检验,毛管不做低倍检验)