1 轴销磁粉探伤检验指导书 1、目的为了轴销类产品磁粉探伤规范检验, 保证探伤检验质量,特制定本检验指导书
2、适用范围适用于轴销类产品表面缺陷的探伤检验
3、规定内容 3
1 探伤前准备工作 3
1 设备空运转接通电源(关开)查看绿色电源指示灯能否发光显示,同时工作灯能够照明
接通油泵开关, 油泵能够正常运转把磁悬液搅拌均匀并且使喷嘴连续喷出磁悬液,夹持触头能够正常动作
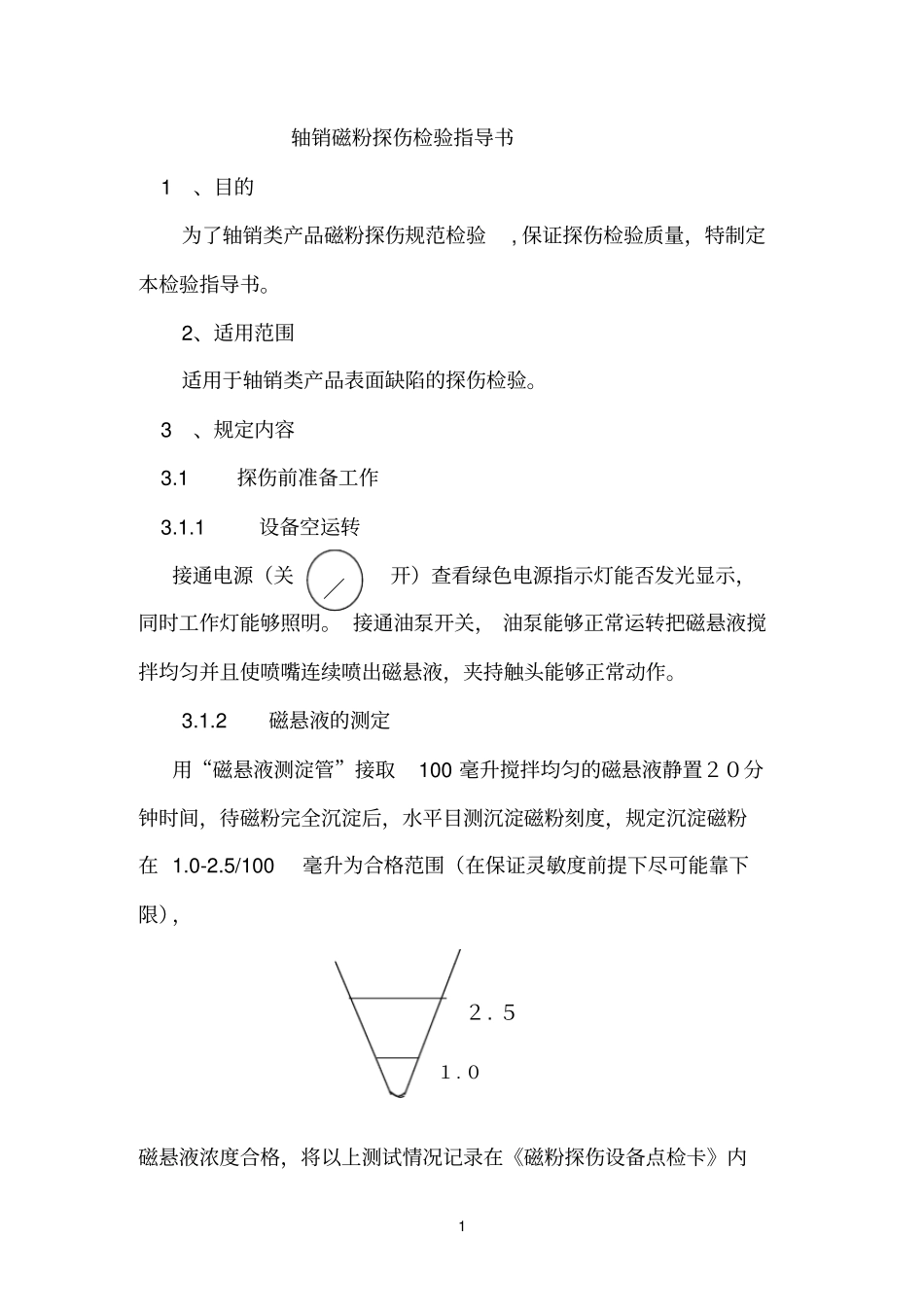
2 磁悬液的测定用“磁悬液测淀管”接取100 毫升搅拌均匀的磁悬液静置20分钟时间,待磁粉完全沉淀后,水平目测沉淀磁粉刻度,规定沉淀磁粉在 1
5/100毫升为合格范围(在保证灵敏度前提下尽可能靠下限),2
0磁悬液浓度合格,将以上测试情况记录在《磁粉探伤设备点检卡》内/2 相应项内
3 磁悬液的配制需添加磁悬液时,用500 毫升或 1 升的量筒量取煤油载液,用0-100 克托盘天平, 量取专用黑磁粉, 按 10-25 克磁粉 /1 升的比例配制磁悬液
4 对待探伤工件要求待检轴销通电端面应清除氧化皮、铁锈等污垢, 以便工件与触头良好接触
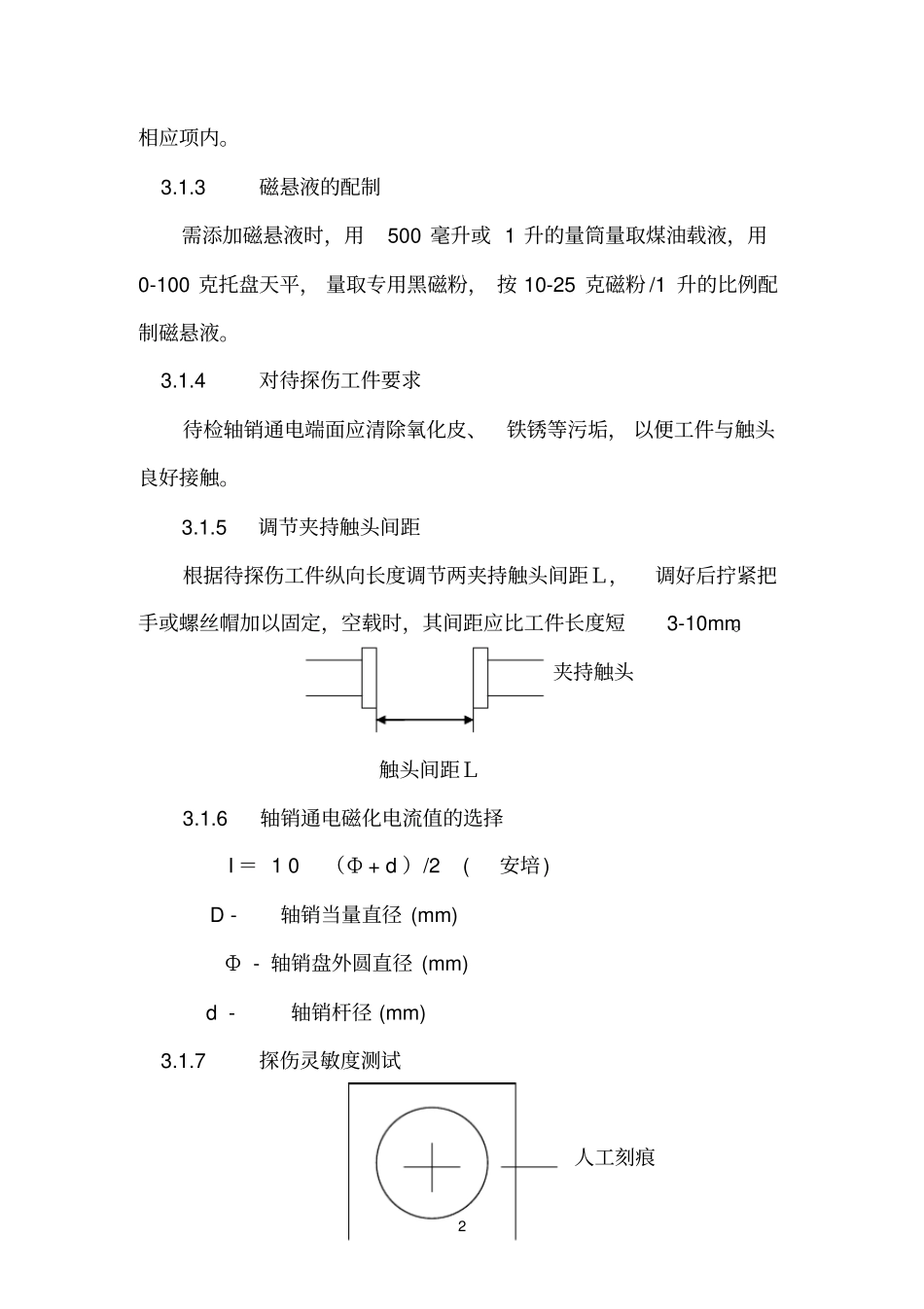
5 调节夹持触头间距根据待探伤工件纵向长度调节两夹持触头间距L,调好后拧紧把手或螺丝帽加以固定,空载时,其间距应比工件长度短3-10mm
夹持触头触头间距L3
6 轴销通电磁化电流值的选择I = 1 0 (Ф + d )/2 (安培) D - 轴销当量直径 (mm) Ф - 轴销盘外圆直径 (mm) d - 轴销杆径 (mm) 3
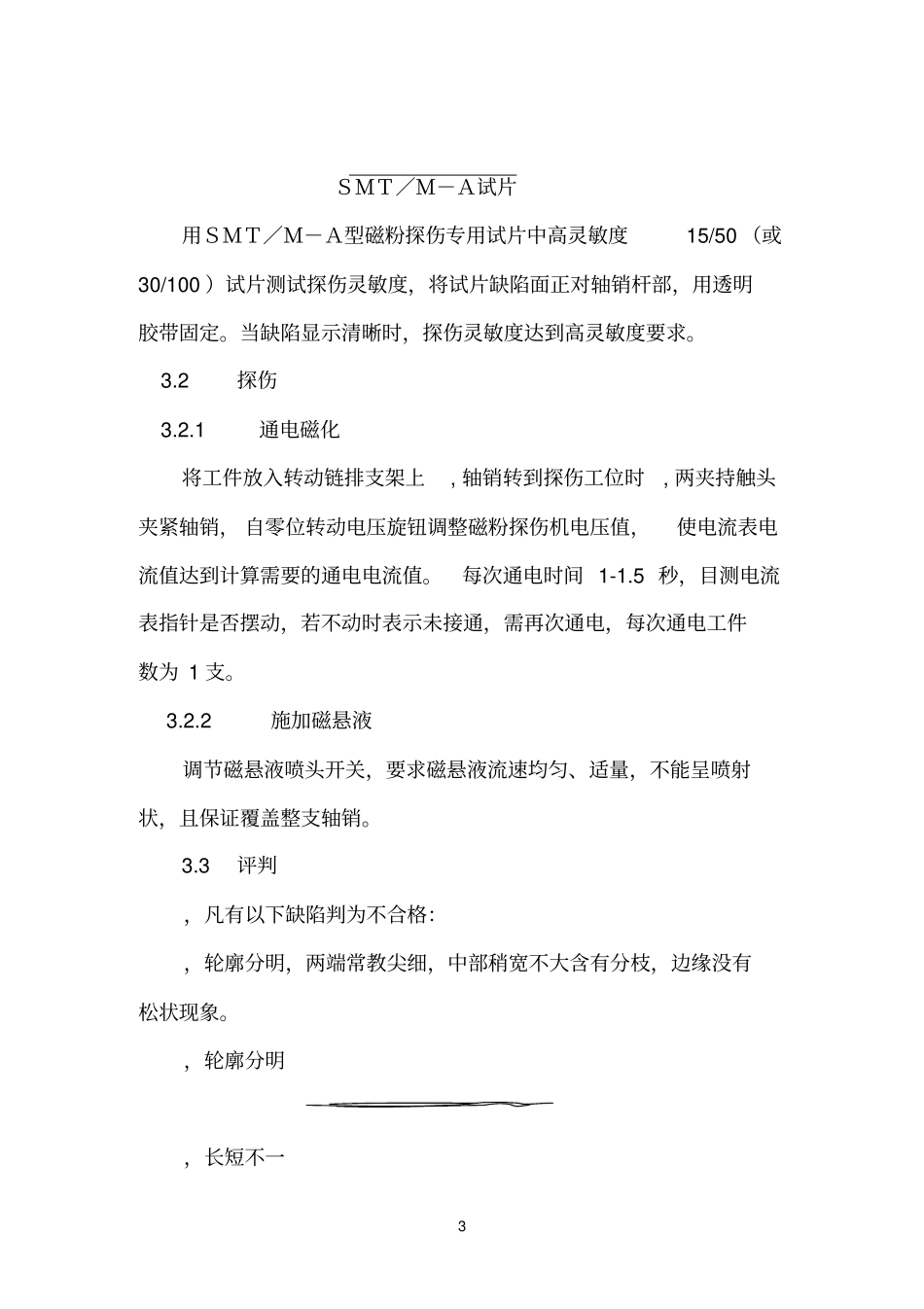
7 探伤灵敏度测试人工刻痕3 SMT/M-A试片用SMT/M-A型磁粉探伤专用试片中高灵敏度15/50 (或30/100 )试片测试探伤灵敏度,将试片缺陷面正对轴销杆部,用透明胶带固定
当缺陷显示清晰时,探伤灵敏度达到高灵敏度要求
2 探伤 3
1 通电磁化将工件