Welding Procedu re Specifications 焊接工艺规程(WPS) Company Name 公司名称 江苏海光重工 WPS No
编号 WPS-11001 版本号 Rev
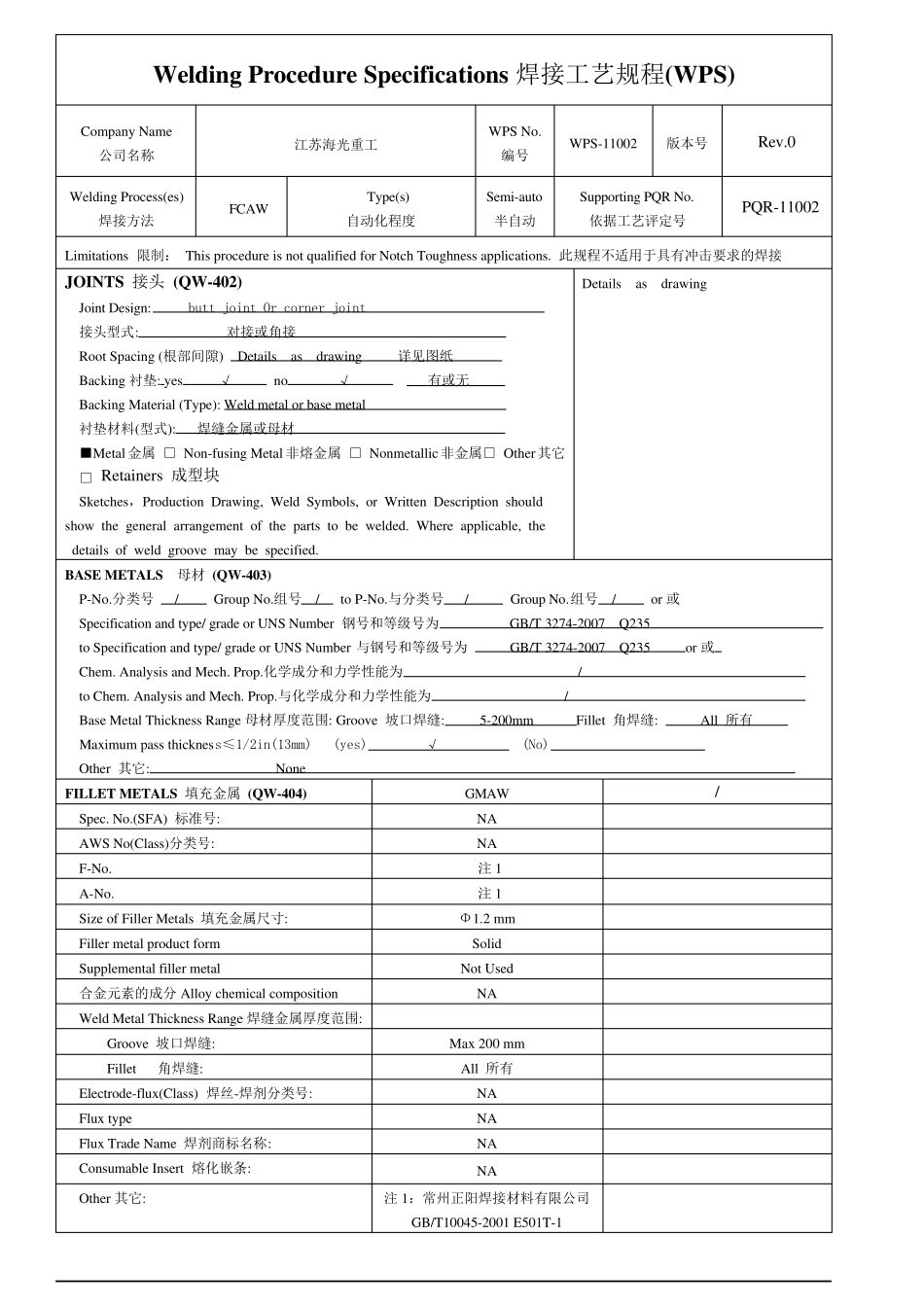
0 Welding Process(es) 焊接方法 GMAW Type(s) 自动化程度 Semi-auto 半自动 Supporting PQR No
依据工艺评定号 PQR-11001 Limitations 限制: This procedure is not qualified for Notch Toughness applications
此规程不适用于具有冲击要求的焊接 JOINTS 接头 (QW-402) Joint Design: butt joint Or corner joint 接头型式: 对接或角接 Root Spacing (根部间隙) Details as drawing 详见图纸 Backing 衬垫: yes √ no √ 有或无 Backing Material (Type): Weld metal or base metal 衬垫材料(型式): 焊缝金属或母材 ■Metal 金属 □ Non-fusing Metal 非熔金属 □ Nonmetallic非金属□ Other其它 □ Retainers 成型块 Sketches,Production Drawing, Weld Symbols, or Written Description should show the general arrangement of the parts to be welded
Where applicable, the details of weld groove may be specified
Details as drawing BASE M