YTYF-08-13
0 压 力 容 器 产 品 工 艺 文 件 产品名称 图 号 容器类别 焊 评 试 板 制造编号 产品编号 工艺员 年 月 日 审 核 年 月 日 YTYF-08-13
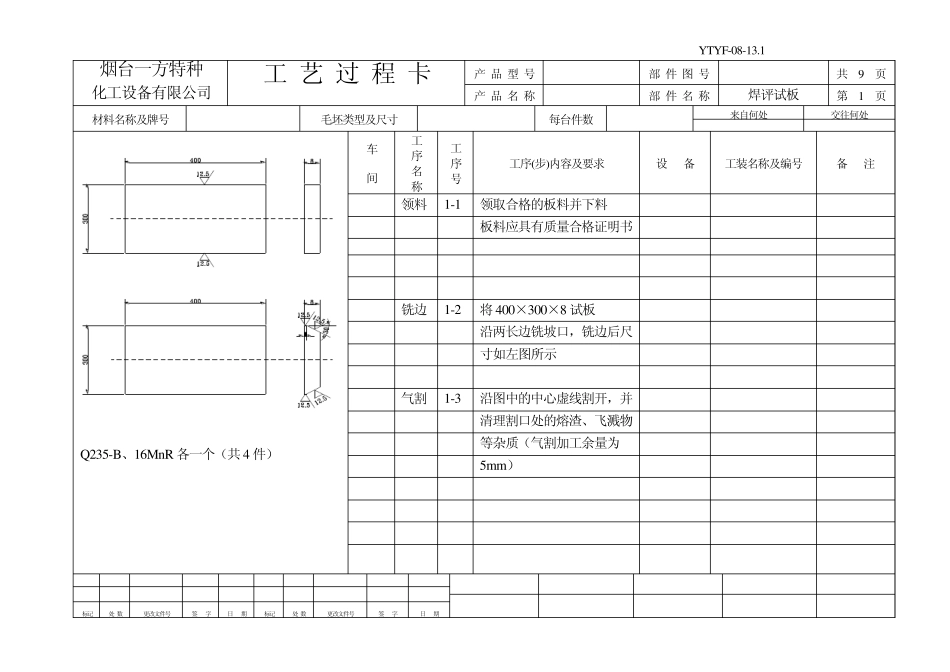
1 烟台一方特种 化工设备有限公司 工 艺 过 程 卡 产 品 型 号 部 件 图 号 共 9 页 产 品 名 称 部 件 名 称 焊评试板 第 1 页 材料名称及牌号 毛坯类型及尺寸 每台件数 来自何处 交往何处 Q235-B、16MnR 各一个(共4 件) 车 间 工 序 名 称 工 序 号 工序(步)内容及要求 设 备 工装名称及编号 备 注 领料 1-1 领取合格的板料并下料 板料应具有质量合格证明书 铣边 1-2 将400×300×8 试板 沿两长边铣坡口,铣边后尺 寸如左图所示 气割 1-3 沿图中的中心虚线割开,并 清理割口处的熔渣、飞溅物 等杂质(气割加工余量为 5mm) 标记 处 数 更改文件号 签 字 日 期 标记 处 数 更改文件号 签 字 日 期 YTYF-08-13
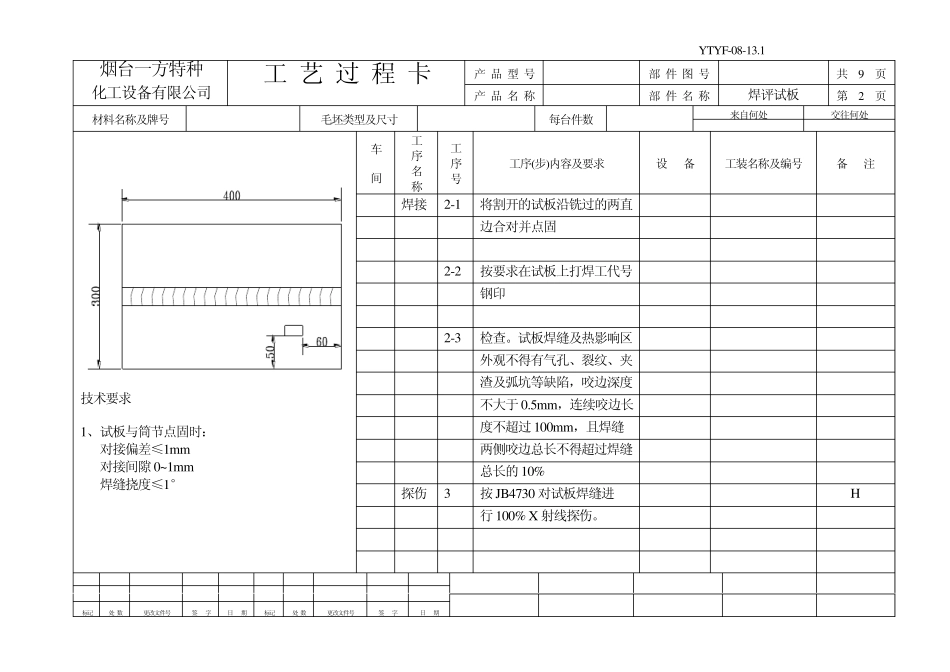
1 烟台一方特种 化工设备有限公司 工 艺 过 程 卡 产 品 型 号 部 件 图 号 共 9 页 产 品 名 称 部 件 名 称 焊评试板 第 2 页 材料名称及牌号 毛坯类型及尺寸 每台件数 来自何处 交往何处 技术要求 1、 试板与筒节点固时: 对接偏差≤1mm 对接间隙0~1mm 焊缝挠度≤1° 车 间 工 序 名 称 工 序 号 工序(步)内容及要求 设 备 工装名称及编号 备 注 焊接 2-1 将割开的试板沿铣过的两直 边合对并点固 2-2 按要求在试板上打焊工代号 钢印 2-3 检查
试板焊缝及热影响区 外观不得有气孔、裂纹、夹 渣及弧坑等缺陷,咬边深度 不大于 0
5mm,连续咬边长 度不超过100mm,且焊缝 两侧咬边总长不得超过焊缝 总长的 10% 探伤 3 按 JB4730