第三节 特形表面的加工 一、成形面加工 成形面的技术要求:尺寸精度、形位精度、表面质量及其表面形状
成形面的加工方法:车削、铣削、刨削、拉削和磨削等
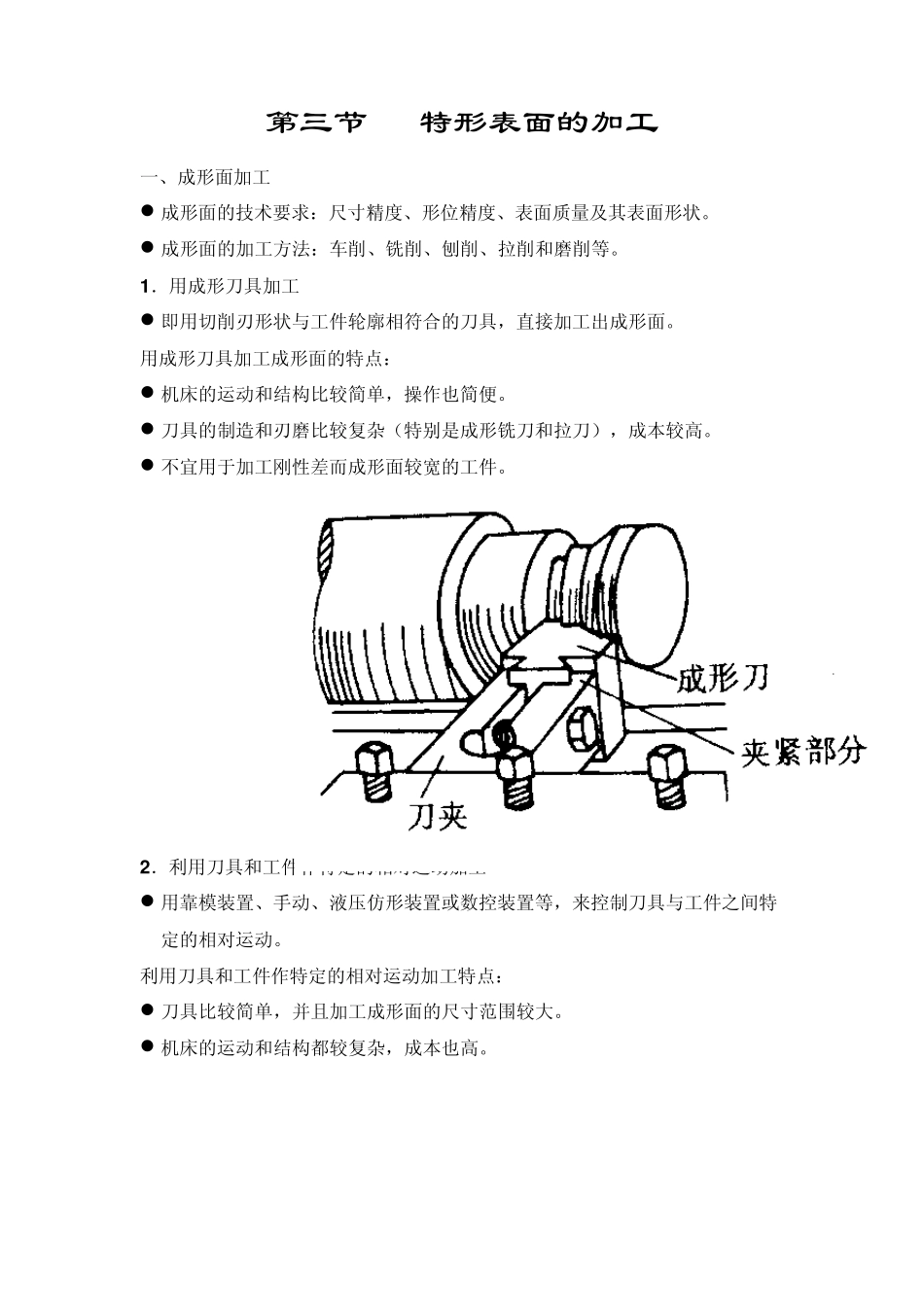
1 .用成形刀具加工 即用切削刃形状与工件轮廓相符合的刀具,直接加工出成形面
用成形刀具加工成形面的特点: 机床的运动和结构比较简单,操作也简便
刀具的制造和刃磨比较复杂(特别是成形铣刀和拉刀),成本较高
不宜用于加工刚性差而成形面较宽的工件
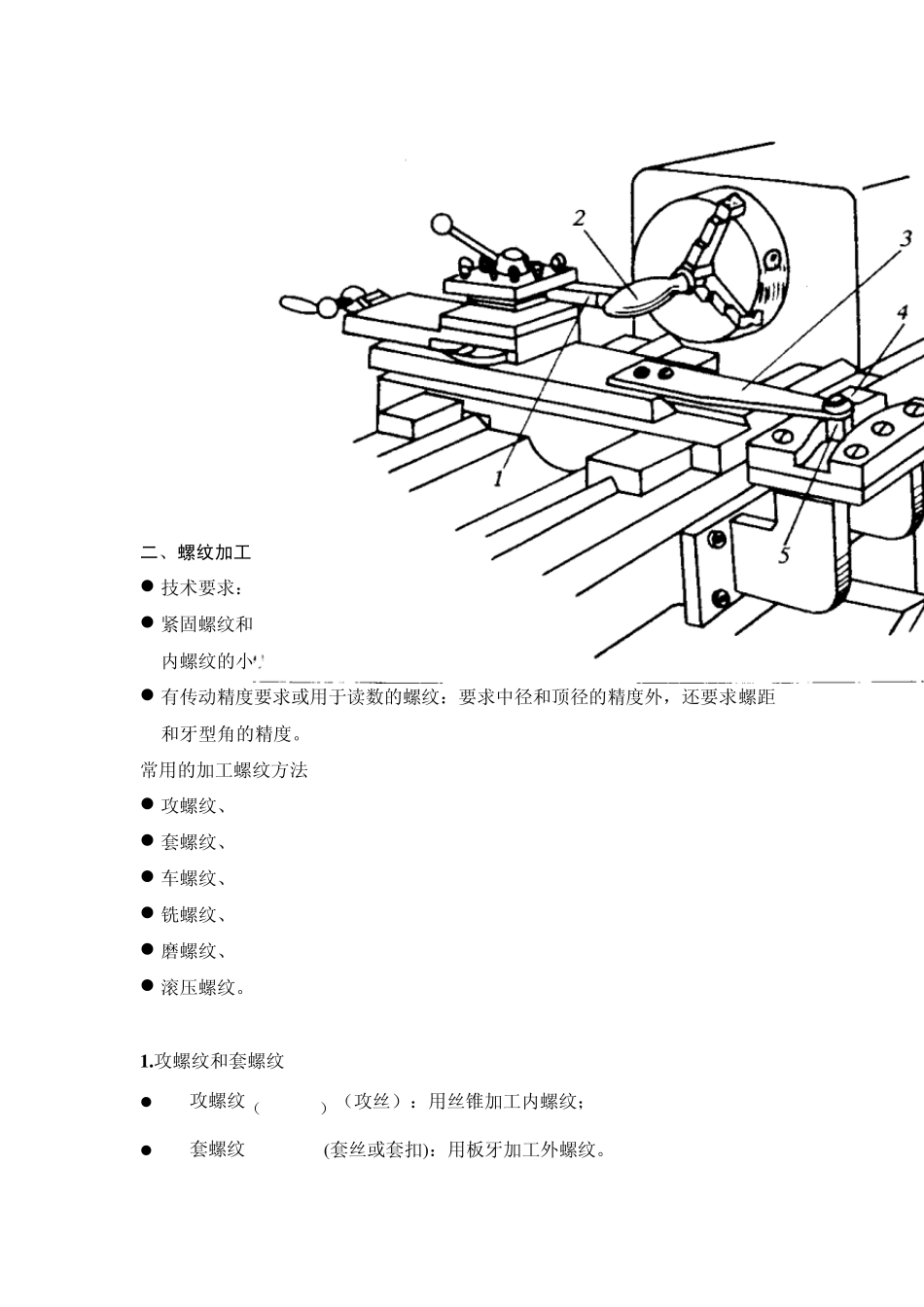
成形车刀车成形面 2 .利用刀具和工件作特定的相对运动加工 用靠模装置、手动、液压仿形装置或数控装置等,来控制刀具与工件之间特定的相对运动
利用刀具和工件作特定的相对运动加工特点: 刀具比较简单,并且加工成形面的尺寸范围较大
机床的运动和结构都较复杂,成本也高
靠模法车成形面 1 —车刀 2 —工件 3 —联接板 4 —靠模 5 —滑块 二、螺纹加工 技术要求:尺寸精度、形位精度和表面质量、螺纹表面的粗糙度和硬度 紧固螺纹和无传动精度要求的传动螺纹:要求中径和顶径(外螺纹的大径,内螺纹的小径)的精度
有传动精度要求或用于读数的螺纹:要求中径和顶径的精度外,还要求螺距和牙型角的精度
常用的加工螺纹方法 攻螺纹、 套螺纹、 车螺纹、 铣螺纹、 磨螺纹、 滚压螺纹
攻螺纹和套螺纹 攻螺纹(tapping)(攻丝):用丝锥加工内螺纹; 套螺纹(chasing) (套丝或套扣):用板牙加工外螺纹
主要用来加工精度要求低、直径较小的三角螺纹
常用于加工M16以下的普通螺纹,最大一般不超过M50
单件和小批生产:由钳工在虎钳上进行,或在车床或钻床上进行; 大批量生产:攻螺纹常在攻丝机上进行
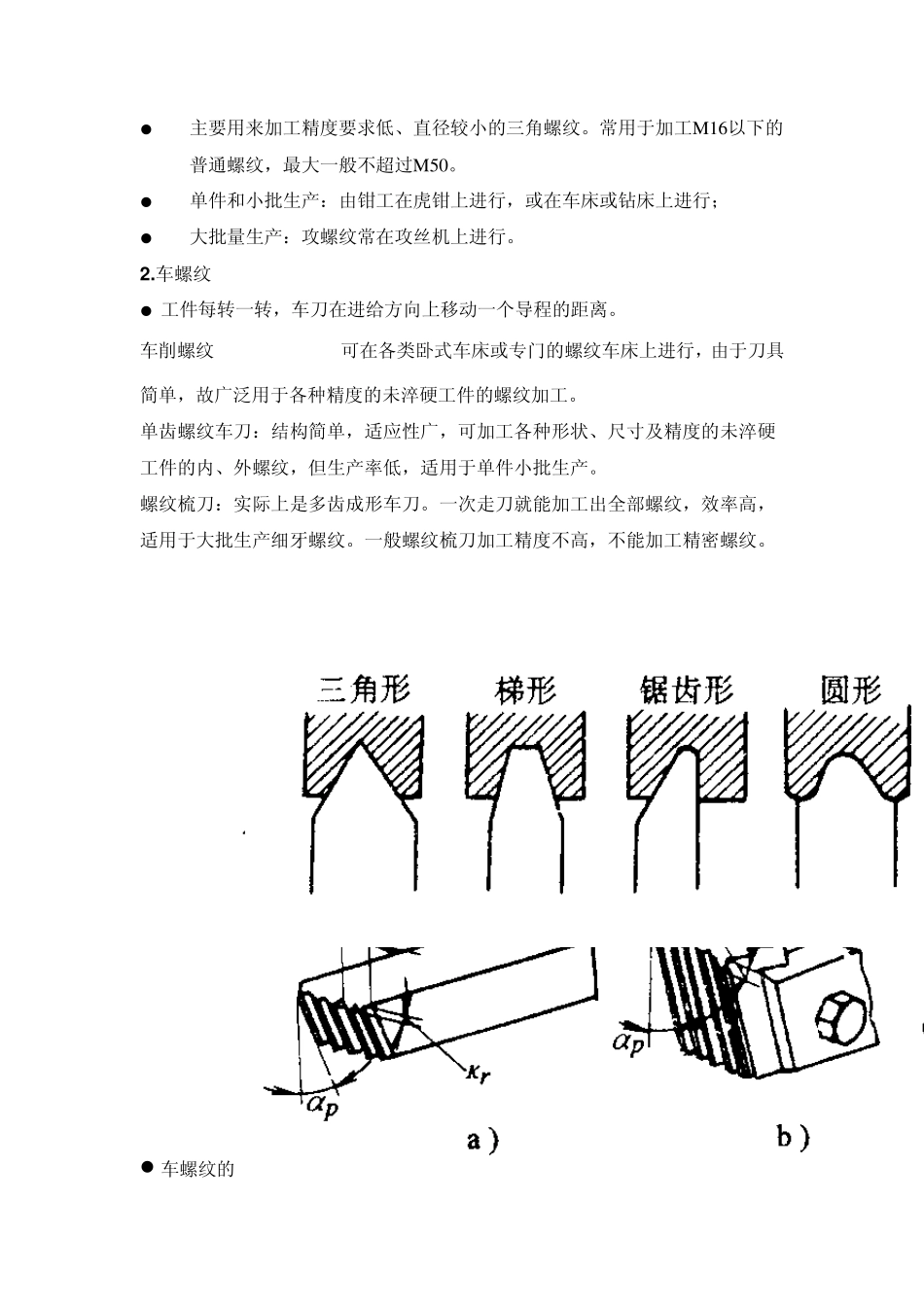
车螺纹 工件每转一转,车刀在进给方向上移动一个导程的距离
车削螺纹(thr