第一章 拉深件工艺分析1
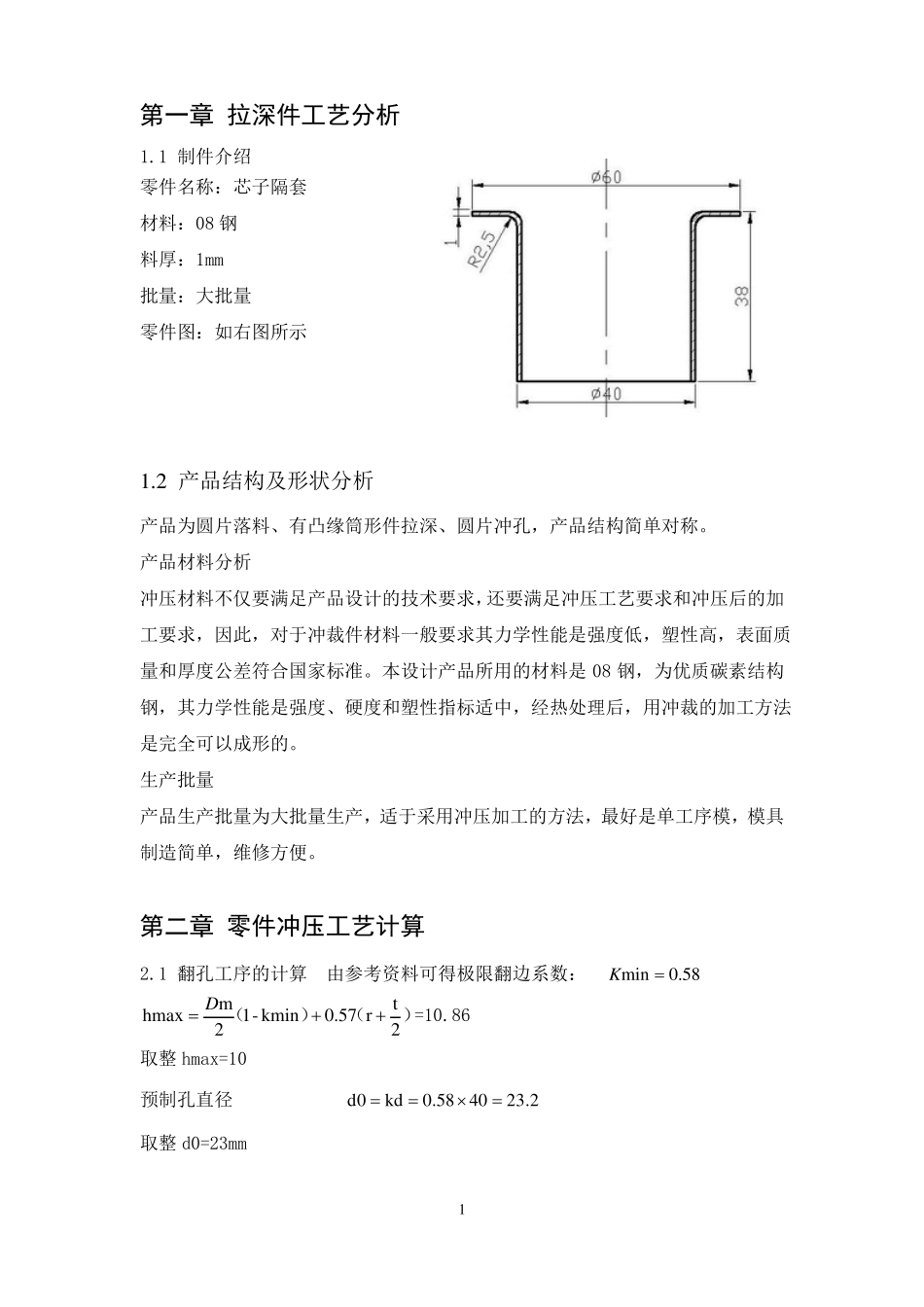
1 制件介绍零件名称:芯子隔套材料:08 钢料厚:1mm批量:大批量零件图:如右图所示1
2 产品结构及形状分析产品为圆片落料、有凸缘筒形件拉深、圆片冲孔,产品结构简单对称
产品材料分析冲压材料不仅要满足产品设计的技术要求,还要满足冲压工艺要求和冲压后的加工要求,因此,对于冲裁件材料一般要求其力学性能是强度低,塑性高,表面质量和厚度公差符合国家标准
本设计产品所用的材料是 08 钢,为优质碳素结构钢,其力学性能是强度、硬度和塑性指标适中,经热处理后,用冲裁的加工方法是完全可以成形的
生产批量产品生产批量为大批量生产,适于采用冲压加工的方法,最好是单工序模,模具制造简单,维修方便
第二章 零件冲压工艺计算2
1 翻孔工序的计算由参考资料可得极限翻边系数: Kmin 0
58hmax Dmt(1- kmin) 0
57(r )=10
8622取整 hmax=10预制孔直径取整 d0=23mm1d0 kd 0
58 40 23
2拉伸高度 h1 H h max r 30
5拉深后的毛坯图如下所示:2
2 零件毛坯尺寸计算2
1 确定修边余量 a板料厚度为 1mm,故按外形尺寸计算,凸缘直径=60+3 2=66mm2
2 确定坯料直径由参考资料冲压工艺与模具设计 190 页可得:D df 2 4dh 3
44dr 97mmD 1
5 h 3
3 确定工艺方案通过分析计算可以得出该零件的正确工艺方案是:落料、第一次拉深,第二次拉深、冲孔,第四道工序为翻边,达到零件形状和尺寸要求
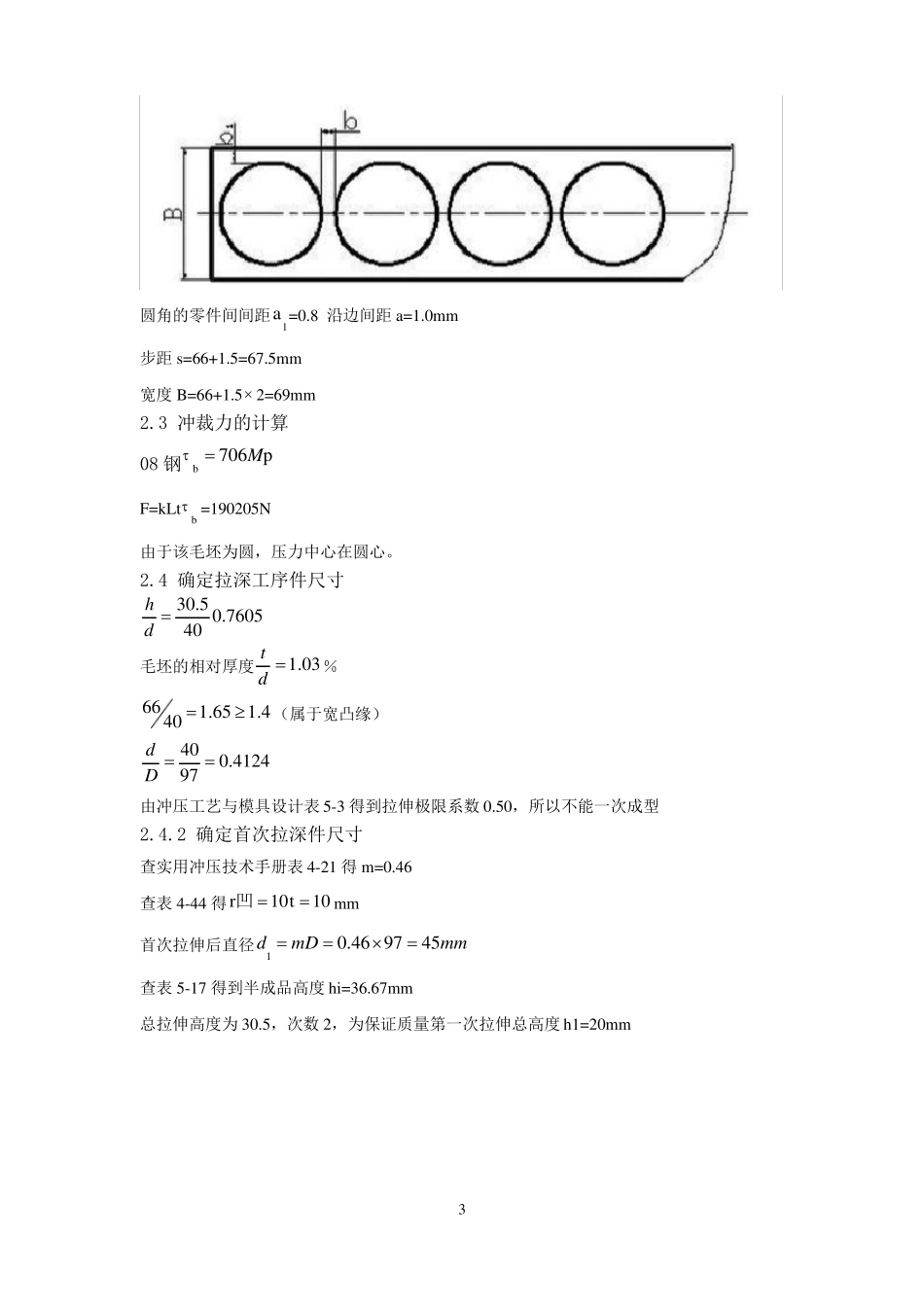
4 排样、计算条料宽度及确定步距采用单排方案,如下图:2圆角的零件间间距a1=0
8 沿边间距 a=1
0mm步距 s=66+1
5mm宽度 B=66+1
5 2=69mm2