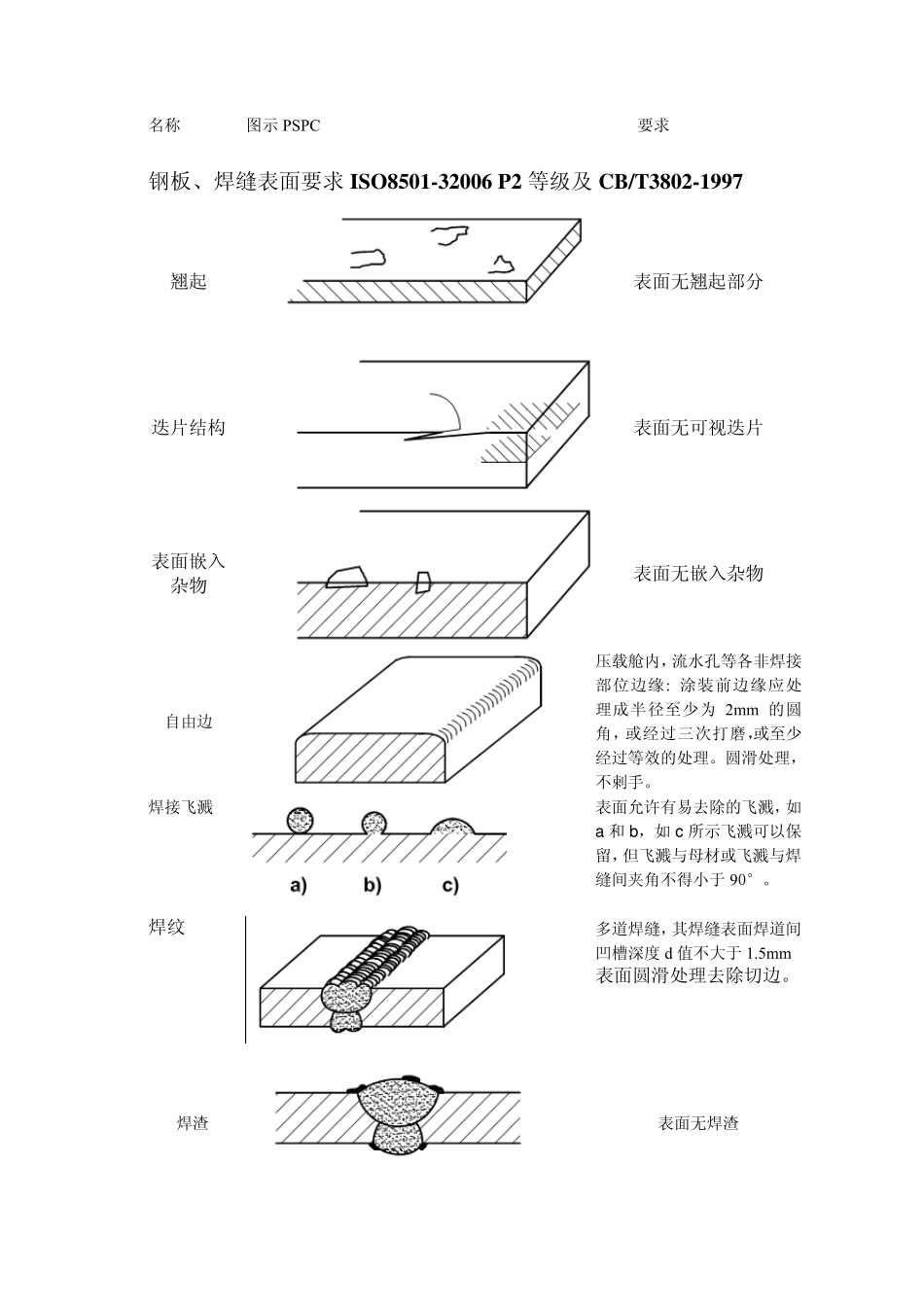
名称 图示 PSPC要求 钢板、焊缝表面要求ISO8501-32006 P2 等级及CB/T3802-1997 翘起 表面无翘起部分 迭片结构 表面无可视迭片 表面嵌入杂物 表面无嵌入杂物 自由边 压载舱内,流水孔等各非焊接部位边缘: 涂装前边缘应处理成半径至少为2m m的圆角,或经过三次打磨,或至少经过等效的处理
圆滑处理,不剌手
焊接飞溅 表面允许有易去除的飞溅,如a 和b,如c 所示飞溅可以保留,但飞溅与母材或飞溅与焊缝间夹角不得小于90°
焊纹 多道焊缝,其焊缝表面焊道间凹槽深度 d 值不大于1
5m m 表面圆滑处理去除切边
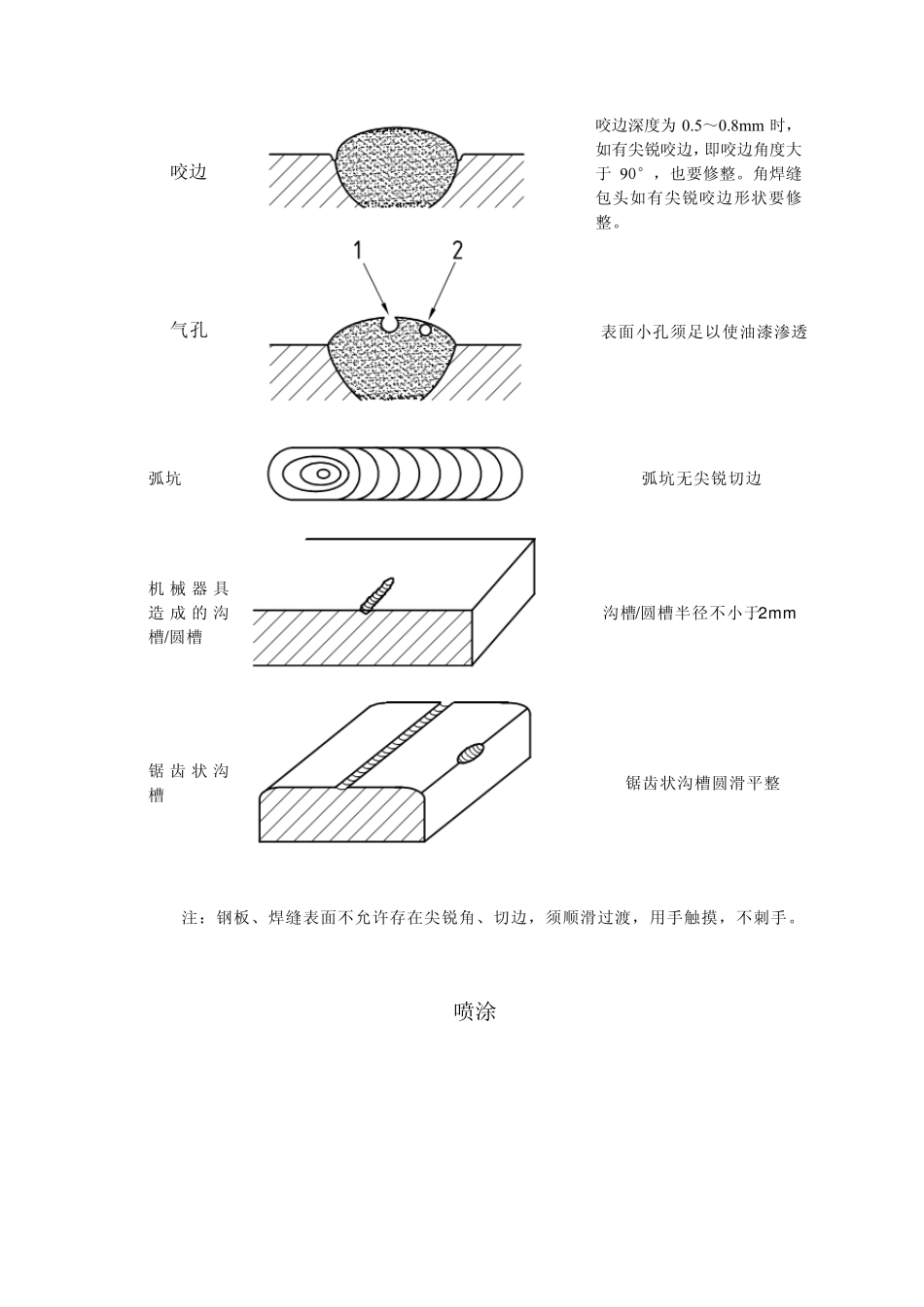
焊渣 表面无焊渣 咬边 咬边深度为0
8m m 时,如有尖锐咬边,即咬边角度大于90°,也要修整
角焊缝包头如有尖锐咬边形状要修整
气孔 表面小孔须足以使油漆渗透弧坑 弧坑无尖锐切边 机 械 器 具造 成 的 沟槽/圆槽 沟槽/圆槽半径不小于2m m 锯 齿 状 沟槽 锯齿状沟槽圆滑平整 注:钢板、焊缝表面不允许存在尖锐角、切边,须顺滑过渡,用手触摸,不刺手
喷涂 水溶性盐分 水溶性盐分氯化钠(NaCl)含量≤ 50 m g/m 2油 污 等污染 须处理干净 冲 砂 等级 Sa2
5 非常彻底的喷射或抛射除锈:钢板表面会无可见的油脂、污垢,氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑
表 面 粗糙度 30-75 μm St3 非常彻底的手工和动力工具除锈 钢板表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物
除锈应比 St2 更为彻底,底材显露部分的表面应具有金属光泽 Burned烧伤 St3 Manual w eld 手工焊 St3 Semi-automatic CO2 fillet w eld 半自动CO2 角 St3 焊缝 Semi-automati