第九章 Line balancing——平衡生产线 一、Line balancing的定义 二、Line baIancing——平衡生产线的意义 三、Line balancing的计算 四、Line balancing的改善原则方法 五、Line balancing与“一个流”生产 Line balancing即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法
是生产流程设计及作业标准化中最重要的方法
一、Line balancing的定义 制造业的生产线多半是在进行了细分化之后的多工序流水化连续作业生产线,此时由于分工作业,简化了作业难度,使作业熟练度容易提高,从而提高了作业效率
然而经过了这样的作业细分化之后,各工序的作业时间在理论上、现实上都不能完全相同,这就势必存在工序间作业负荷不均的现象
除了造成无谓的工时损失外,还造成大量的工序堆积即存滞品发生,严重的话会造成生产的中止
为了解决上述问题就必须对各工序的作业时间进行平均化,同时对作业进行标准化,以便生产线顺畅流动
Line balancing即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法
是生产流程设计及作业标准化中最重要的方法
Line balancing的目的是通过平衡生产线使现场更加容易理解“一个流”的必要性及“cell production”的编制方法,它是一切新理论与新方法的基础
生产现场的改善与革新永远围绕着质量、效率、原料消耗(成本)这几方面进行的,而效率改善的核心即是消除工序不平衡,消除工时浪费,实现“一个流”
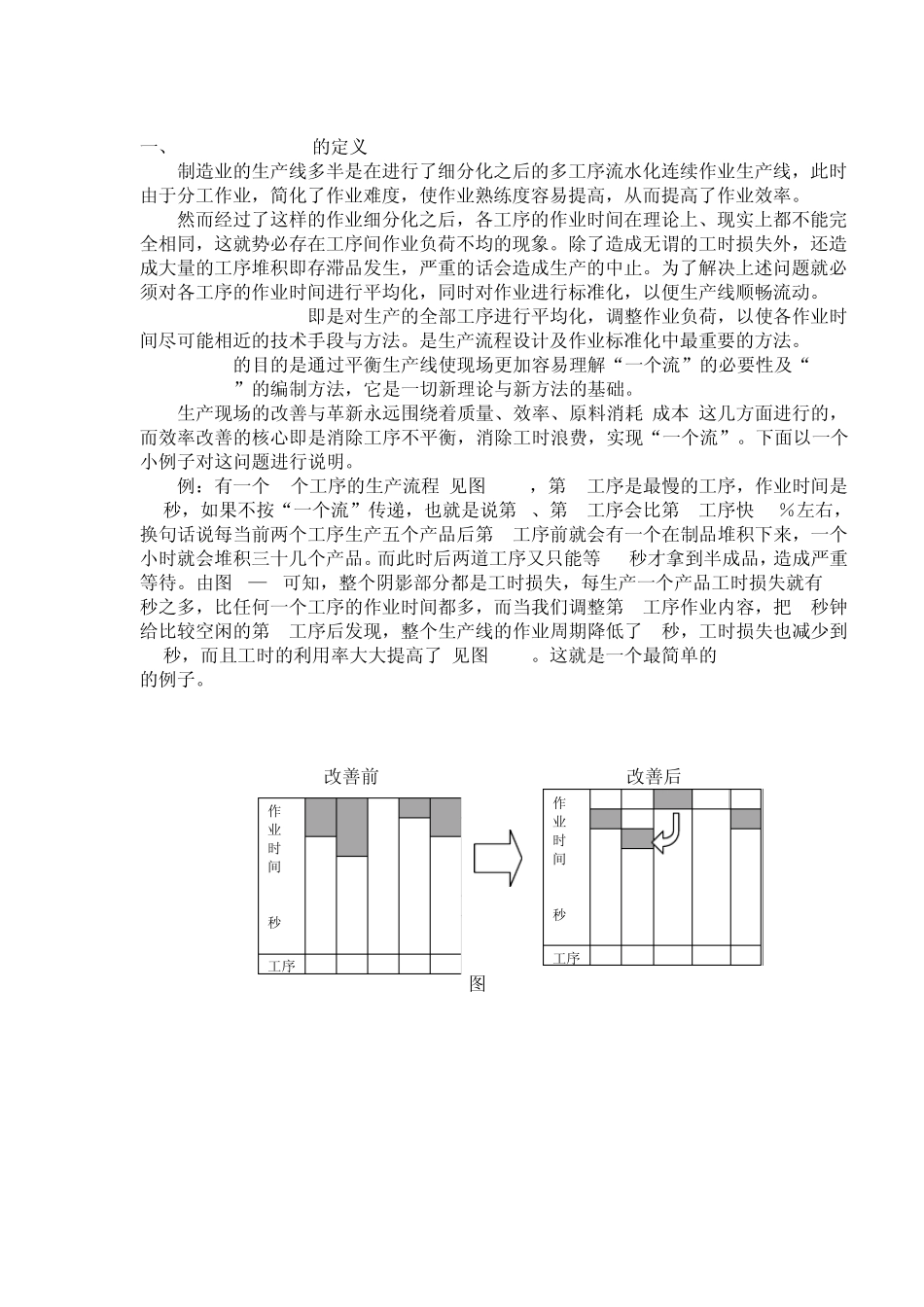
下面以一个小例子对这问题进行说明
例:有一个5个工序的生产流程(见图9-1),第3工序是最慢的工序,作业时间是29秒,如果不按“一个流”传递,也就是说第1、第2工序会比第3工序快25%左右,换句话说每当前