批准 日期 审核 日期 编制 日期 赵春山 2009-5-20 左献明 2009-5-20 刘德重 2009-5-20 注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释
凌钢股份北票钢管有限公司 生产作业流程工艺卡 执行标准:API 5L PSL2 规格:273
35*12192mm 材质:X65 批准 日期 审核 日期 编制 日期 赵春山 2009-5-20 左献明 2009-5-20 刘德重 2009-5-20 注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释
生产工艺流程: 上卷小车→开卷机→直头机→直头牵引机→带头、带尾矫平→剪切对焊→活套→夹送机→刨边→入口导向→粗成型→精成型→高频焊接→刮内、外毛刺→焊缝中频退火→空冷→水冷却→定径机组→涡流探伤→土耳其头矫直→喷标识〔管号〕→飞锯→取样锯→压扁机→分选→平头倒棱→水压冲洗→水压试验→分选→离线超声波探伤(全管体)→分选→通径→称重测长喷标识→打包→入库 批准 日期 审核 日期 编制 日期 赵春山 2009-5-20 左献明 2009-5-20 刘德重 2009-5-20 注:本工艺卡首页签字后生效,未经同意不允许做任何更改或更正,其内容由生产技术部负责解释
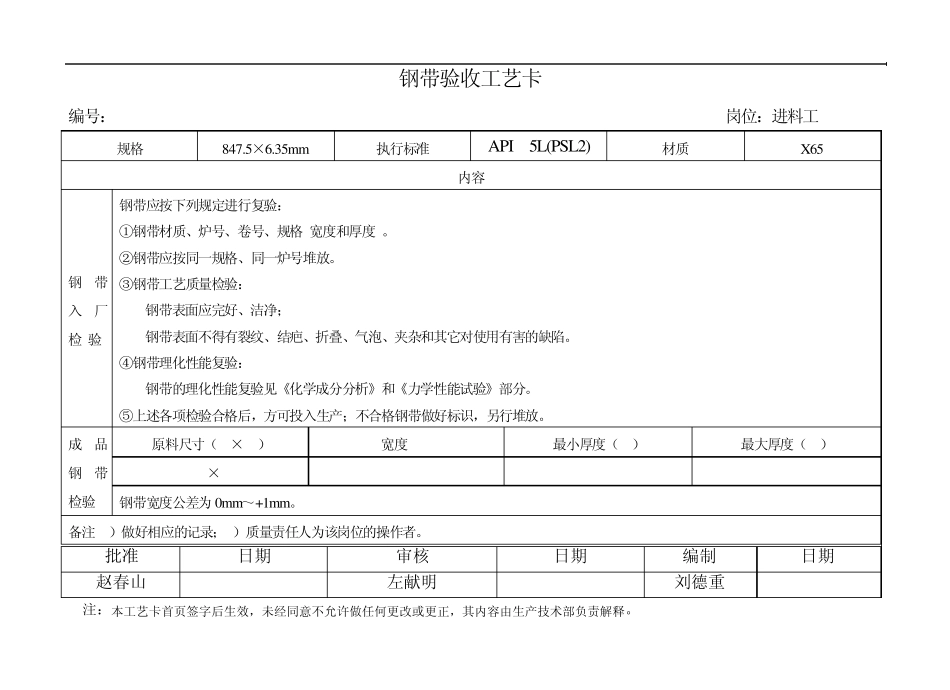
钢带验收工艺卡 编号:LGBPGG/BW-01-03-09-5 岗位:进料工 规格 847
35mm 执行标准 API 5L(PSL2) 材质 X65 内容 钢带入厂检 验 钢带应按下列规定进行复验: ①钢带材质、炉号、卷号、规格(宽度和厚度)
②钢带应按同一规格、同一炉号堆放
③钢带工艺质量检验: 钢带表面应完好、洁净; 钢带表面不得有裂纹、结疤、折叠、气泡、夹杂和其它对使用有害的缺陷
④钢带理化性能复验: 钢带的理化性能复验见《化学成分分析》和《力学性