焊 缝 外 观 检 验 标 准 1
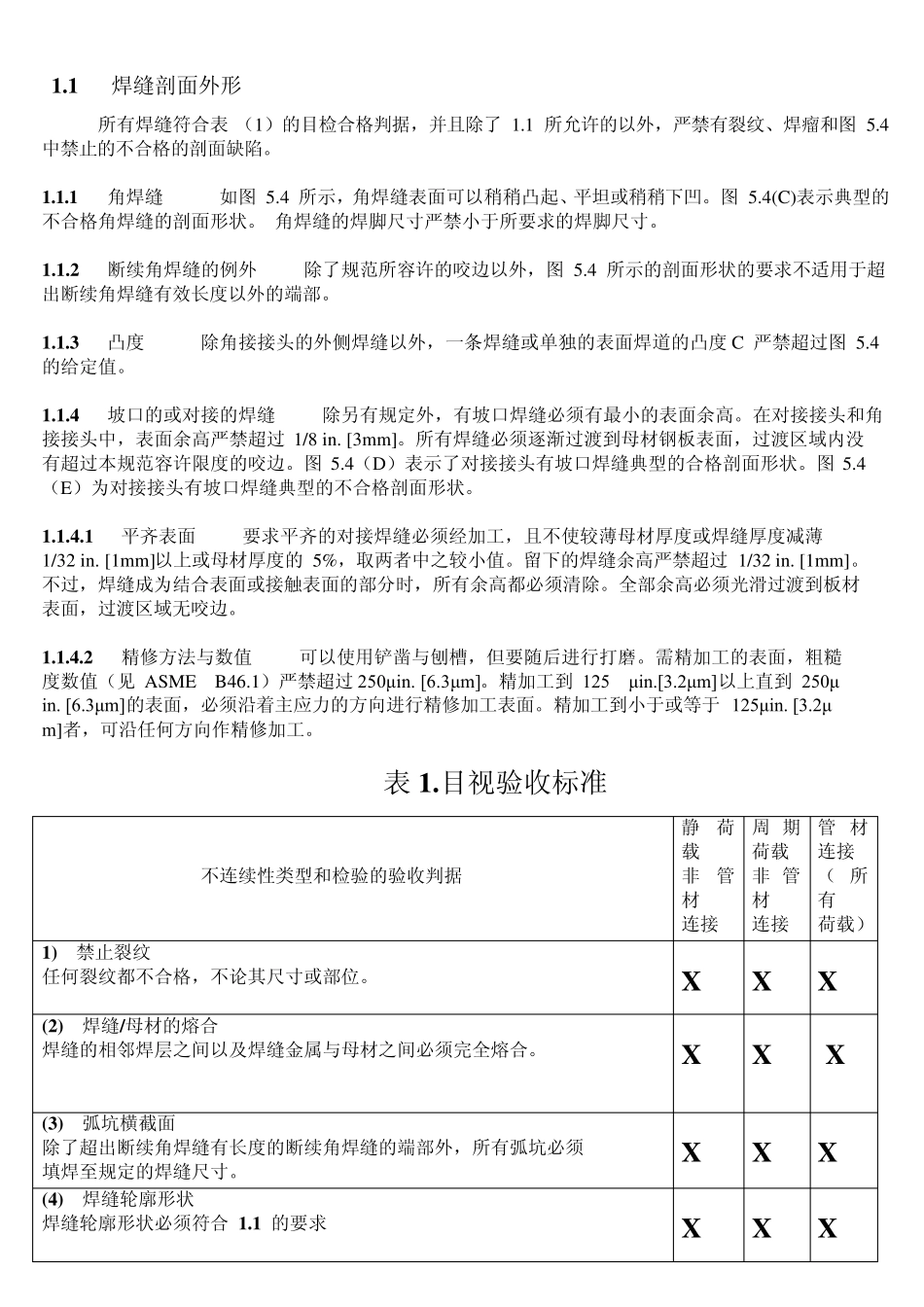
1 焊缝剖面外形 所有焊缝符合表 (1)的目检合格判据,并且除了 1
1 所允许的以外,严禁有裂纹、焊瘤和图 5
4 中禁止的不合格的剖面缺陷
1 角焊缝 如图 5
4 所示,角焊缝表面可以稍稍凸起、平坦或稍稍下凹
4(C)表示典型的不合格角焊缝的剖面形状
角焊缝的焊脚尺寸严禁小于所要求的焊脚尺寸
2 断续角焊缝的例外 除了规范所容许的咬边以外,图 5
4 所示的剖面形状的要求不适用于超 出断续角焊缝有效长度以外的端部
3 凸度 除角接接头的外侧焊缝以外,一条焊缝或单独的表面焊道的凸度 C 严禁超过图 5
4 的给定值
4 坡口的或对接的焊缝 除另有规定外,有坡口焊缝必须有最小的表面余高
在对接接头和角 接接头中,表面余高严禁超过 1/8 in
所有焊缝必须逐渐过渡到母材钢板表面,过渡区域内没 有超过本规范容许限度的咬边
4(D)表示了对接接头有坡口焊缝典型的合格剖面形状
4 (E)为对接接头有坡口焊缝典型的不合格剖面形状
1 平齐表面 要求平齐的对接焊缝必须经加工,且不使较薄母材厚度或焊缝厚度减薄 1/32 in
[1mm]以上或母材厚度的 5%,取两者中之较小值
留下的焊缝余高严禁超过 1/32 in
不过,焊缝成为结合表面或接触表面的部分时,所有余高都必须清除
全部余高必须光滑过渡到板材 表面,过渡区域无咬边
2 精修方法与数值 可以使用铲凿与刨槽,但要随后进行打磨
需精加工的表面,粗糙 度数值(见 ASME B46
1)严禁超过 250μin
精加工到 125 μin
2μm]以上直到 250μ in
3μm]的表面,必须沿着主应力的方向进行精修加工表面
精加工到小于或等于