钢结构制作(安装)焊接检验批质量验收记录 表5
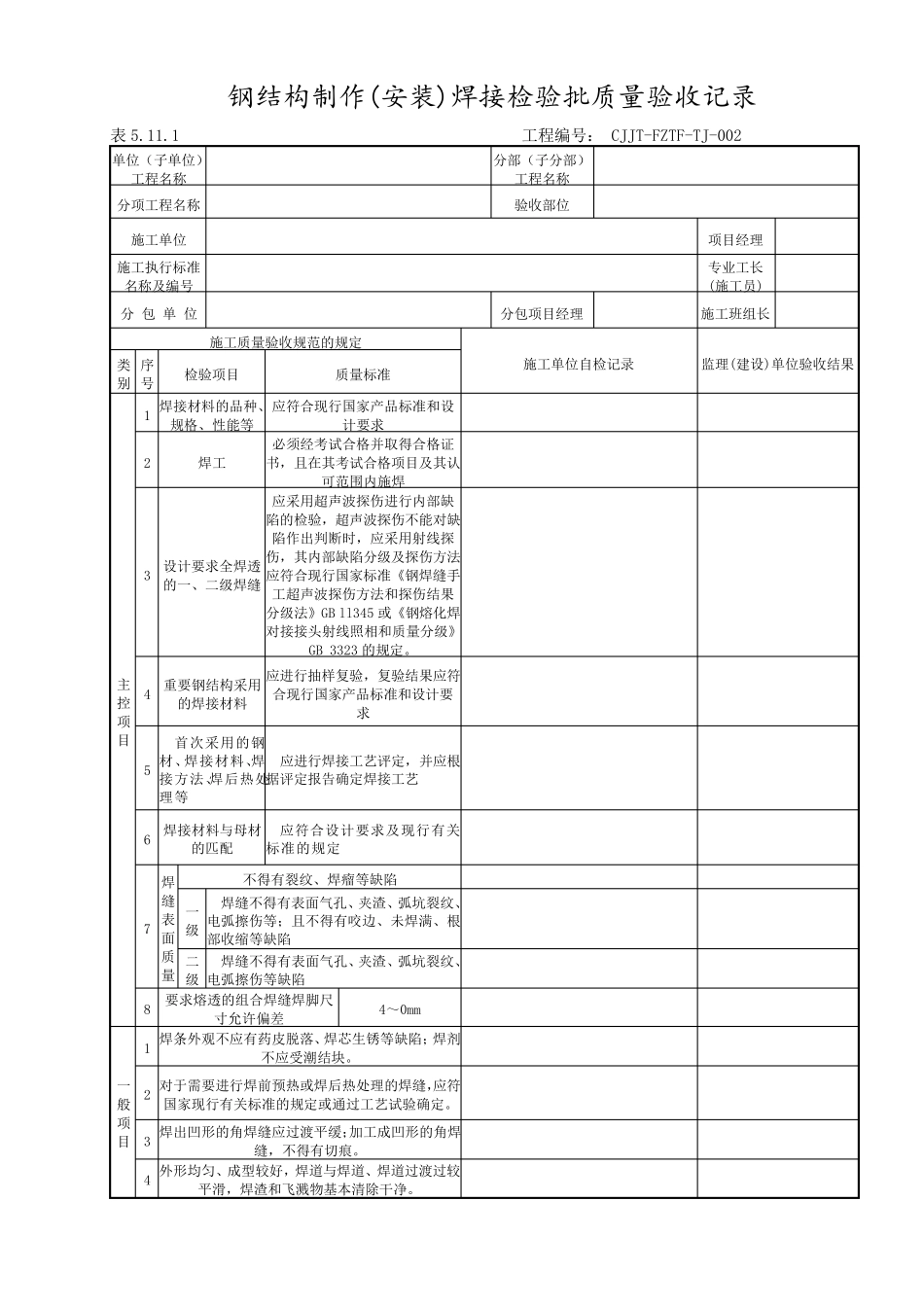
1 工程编号: CJJT-FZTF-TJ-002 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称 验收部位 施工单位 项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分 包 单 位 分包项目经理 施工班组长 施工质量验收规范的规定 施工单位自检记录 监理(建设)单位验收结果 类别 序号 检验项目 质量标准 主 控 项 目 1 焊接材料的品种、规格、性能等 应符合现行国家产品标准和设计要求 2 焊工 必须经考试合格并取得合格证书,且在其考试合格项目及其认可范围内施焊 3 设计要求全焊透的一、二级焊缝 应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB ll345 或《钢熔化焊对接接头射线照相和质量分级》GB 3323 的规定
4 重要钢结构采用的焊接材料 应进行抽样复验,复验结果应符合现行国家产品标准和设计要求 5 首次采用的钢材、焊接材料、焊接方法、焊后热处理等 应进行焊接工艺评定,并应根据评定报告确定焊接工艺 6 焊接材料与母材的匹配 应符合设计要求及现行有关标准的规定 7 焊缝表面质量 不得有裂纹、焊瘤等缺陷 一级 焊缝不得有表面气孔、夹 渣 、弧 坑 裂纹、电 弧 擦 伤等; 且不得有咬 边 、未 焊满 、根部收缩 等缺陷 二级 焊缝不得有表面气孔、夹 渣 、弧 坑 裂纹、电 弧 擦 伤等缺陷 8 要求熔透的组合焊缝焊脚 尺寸 允 许 偏 差 4~ 0mm 一 般 项 目 1 焊条 外 观 不应有药 皮 脱 落 、焊芯 生 锈 等缺陷; 焊剂不应受 潮 结块
2 对于 需 要进行焊前 预 热或焊后热处理的焊缝,应符国家现行有关标准的规定或通 过 工艺试验确定