FANUC 机器人编程标准V1
1 1、 机器人及外部轴零位校核程序 1
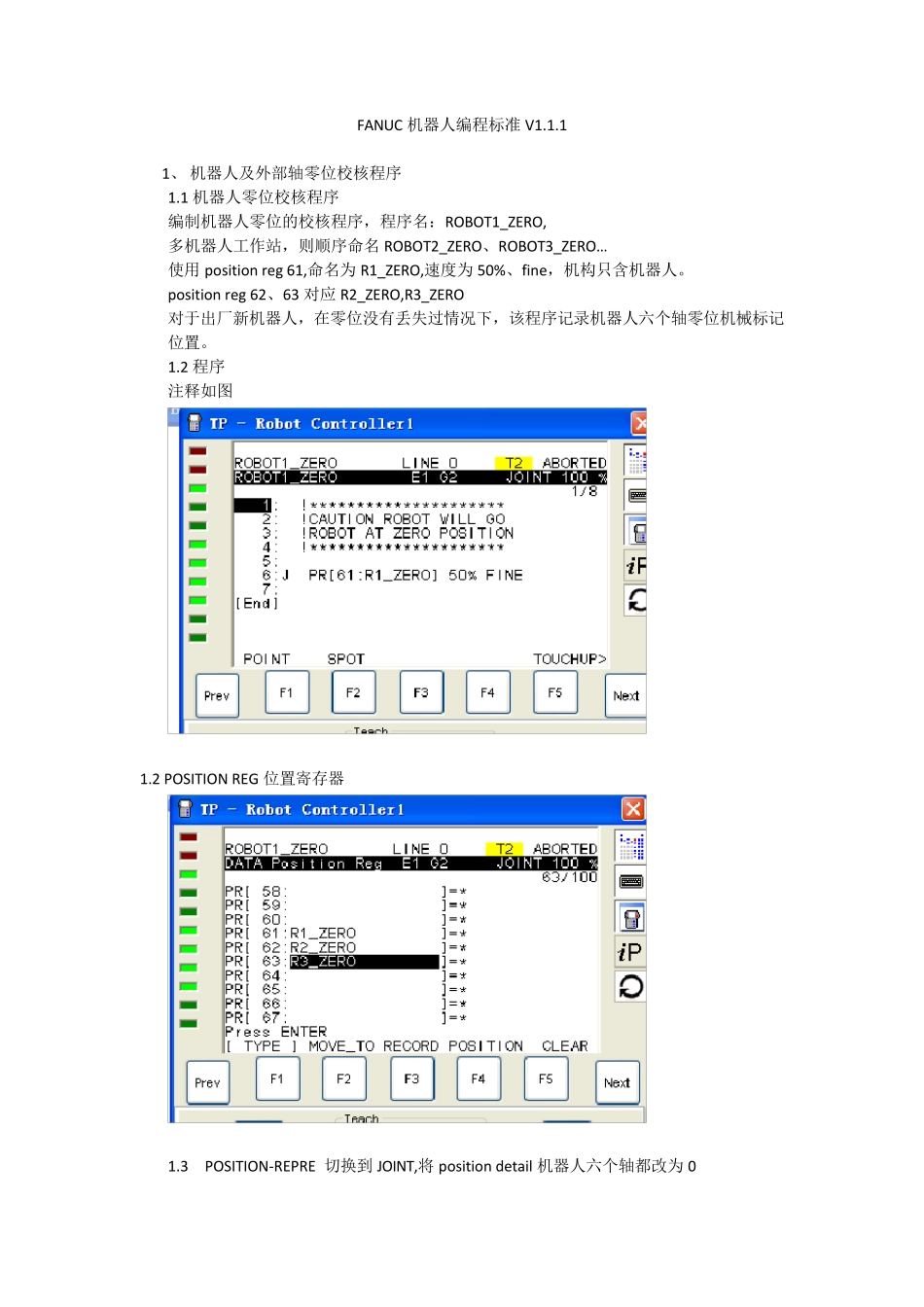
1 机器人零位校核程序 编制机器人零位的校核程序,程序名:ROBOT1_ZERO, 多机器人工作站,则顺序命名 ROBOT2_ZERO、ROBOT3_ZERO… 使用 position reg 61,命名为 R1_ZERO,速度为 50%、fine,机构只含机器人
position reg 62、63 对应 R2_ZERO,R3_ZERO 对于出厂新机器人,在零位没有丢失过情况下,该程序记录机器人六个轴零位机械标记位置
2 程序 注释如图 1
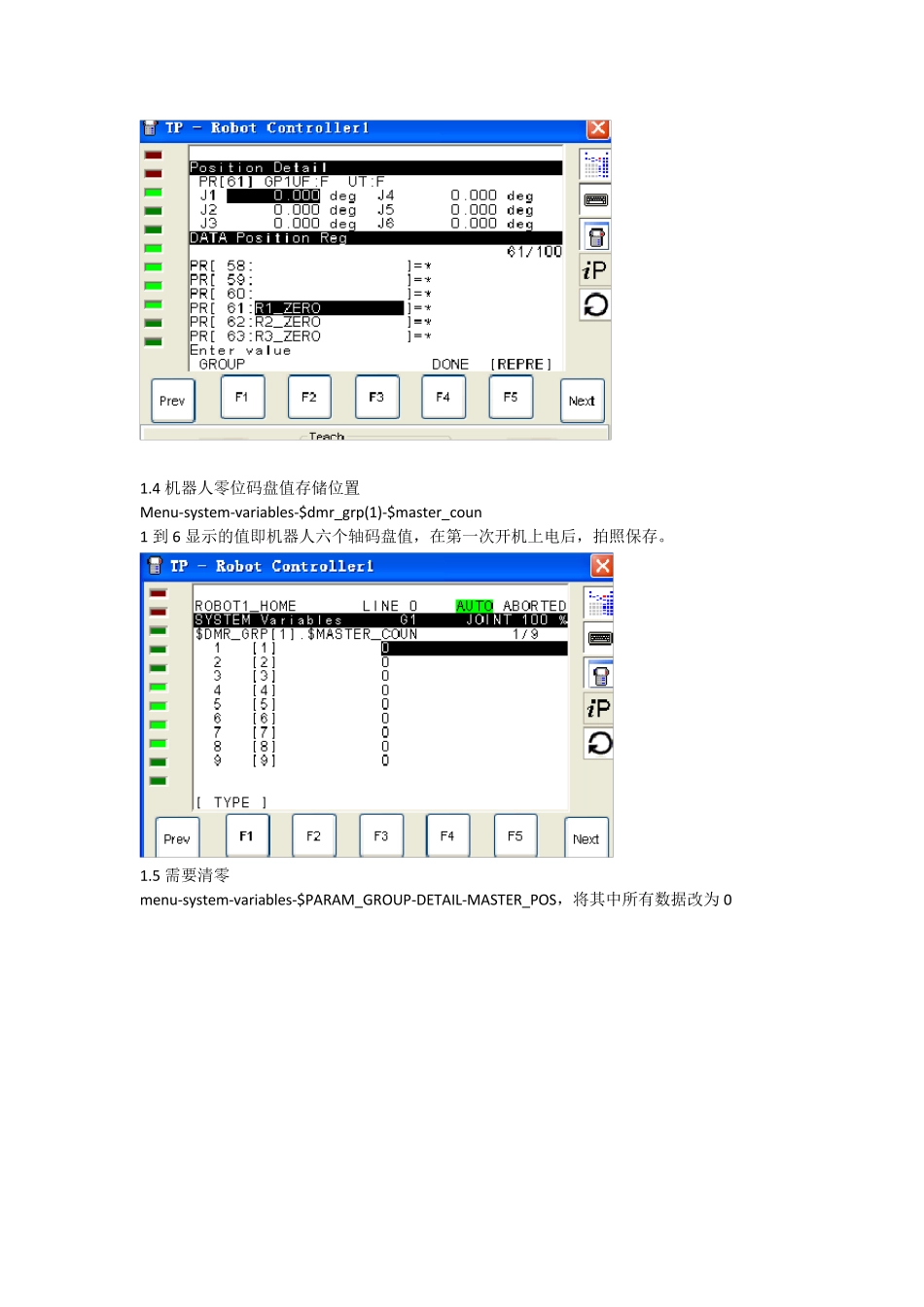
2 POSITION REG 位置寄存器 1
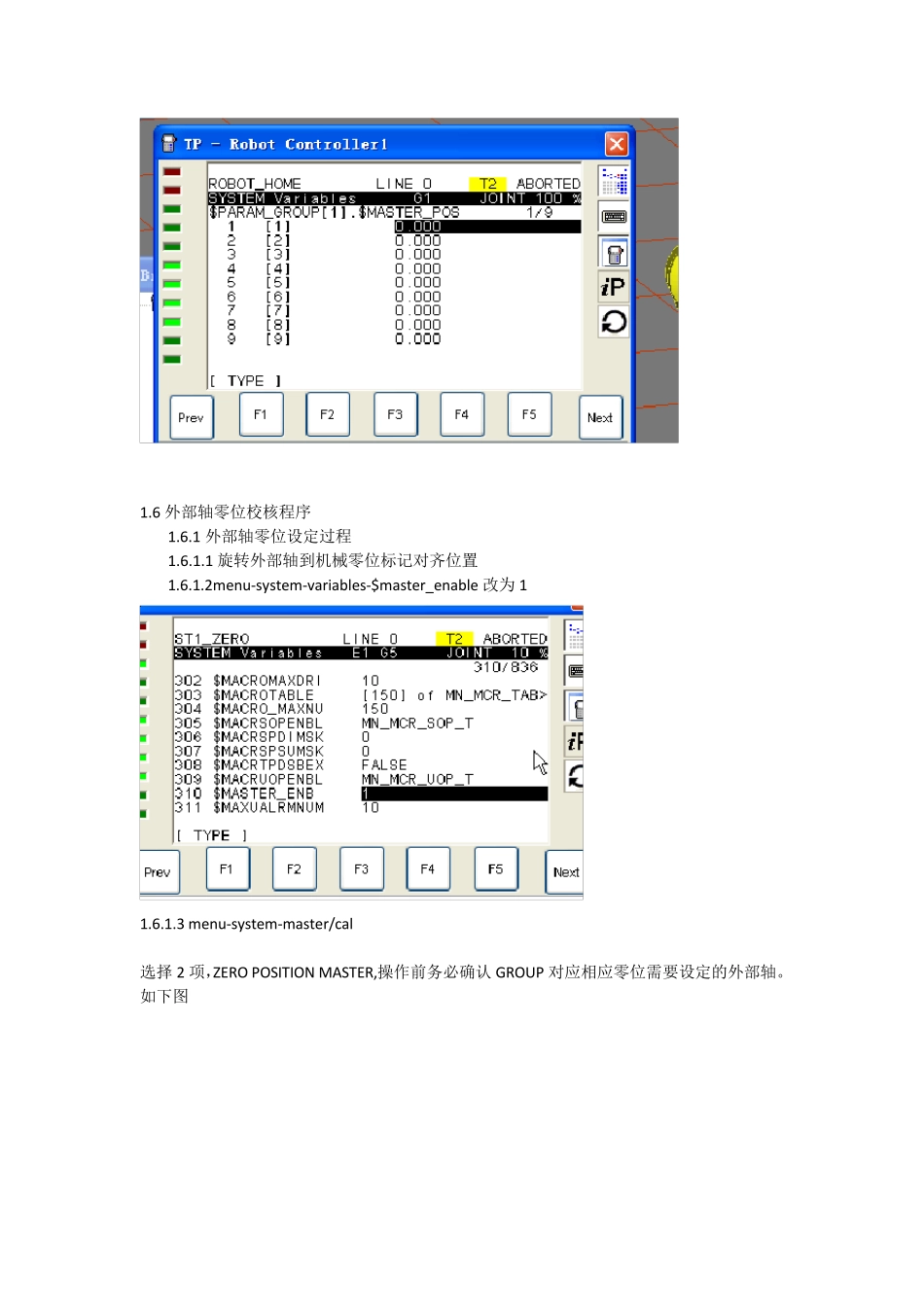
3 POSITION-REPRE 切换到 JOINT,将 position detail 机器人六个轴都改为 0 1
4 机器人零位码盘值存储位置 Menu-system-variables-$dmr_grp(1)-$master_coun 1 到6 显示的值即机器人六个轴码盘值,在第一次开机上电后,拍照保存
5 需要清零 menu-system-variables-$PARAM_GROUP-DETAIL-MASTER_POS,将其中所有数据改为 0 1
6 外部轴零位校核程序 1
1 外部轴零位设定过程 1
1 旋转外部轴到机械零位标记对齐位置 1
2menu-system-variables-$master_enable 改为1 1
3 menu-system-master/cal 选择2 项,ZERO POSITION MASTER,操作前务必确认GROUP 对应相应零位需要设定的外部轴
如下图 选择6 项,如下图,按 DONE 成功标定后,相应轴显示 0,如下图 1
2 外部轴零位程序的编制 以转台为例,程序、寄存器、注释如下: 2、 工具中心点 TCP 设