油漆包装运输工艺 FT-10 1
1 本工艺适用于风力发电塔架及其附件的油漆、包装及运输
2 对于有特殊要求产品的油漆、包装及运输,按照合同及相关的技术条件执行
1.表面准备 2
1 根据 ISO 12 944-4 规定的规范适用于涂漆部件的表面准备
在开始涂漆工作之前,表面必须正确准备,并在表面准备后 8 小时内立即涂第一层油漆
2 风塔塔架需整体喷砂防腐,喷砂之前必须用适当的溶剂或者清洁材料除去残余的油、脂或者含有硅酮的物质
盐、灰尘及其他污染物必须用高压清洁剂和清水去除
喷砂除锈等级要达到 GB8923 或 ISO8501-1:1988 的 Sa2
5 级;对于分段接处和喷砂打不到的部位,采用动力工具机械打磨除锈,达到 GB8923 或 ISO8501-1:1988的 St3 级,露出金属光泽,涂漆表面必须达到至少Sa2
5 的处理等级
最好使用ISO12944-4、ISO8501-1、ISO8503-1 和 ISO8503-2 规定的锐边金属喷丸“介质(G)”进行清理
(或者采用国标处理:喷砂所用的磨料应符合 GB6484、GB6485 的标准规定
建议使用钢砂、钢丸
金属砂中最好的棱角砂与钢丸混合使用,混合比例为 30%,70%,棱角砂的规格为 G25、G40,钢丸的规格为 S330,可以用非金属磨料,但不准用海砂,建议使用铜矿砂或金刚砂
粒度为:16-30 目,磨料硬度必须在40-50Rc 之间)
完成打砂清理后,必须除去所有的打砂残留物并从打砂表面上彻底除去灰尘
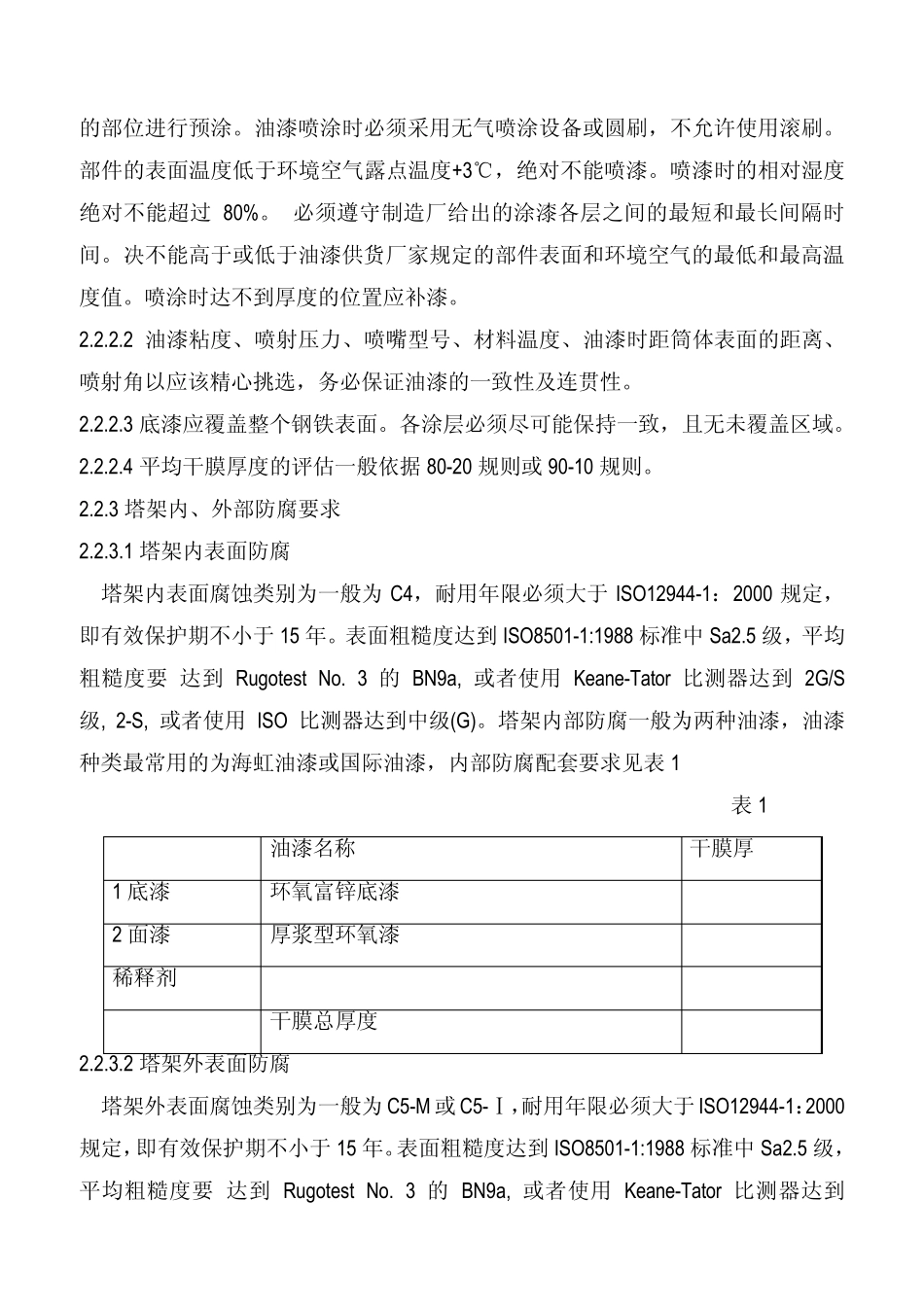
2 塔架内、外表面及零部件的表面处理及防腐要求 2
1 人员要求: 喷漆人员必须是足够的高素质专业人员,以确保工作的计划执行符合技术采购规范
喷漆时必须安装安全工具,工作有条不紊进行
2 喷漆要求: 2
1 喷漆时首先用圆