免责声明 本站点所列信息均来自网络,本站尊重其著作权
站内信息仅供学习,同时我们会尽力有出错的可能,如有异议,请以厂家自带的说明书为准,或咨询生产厂家 1
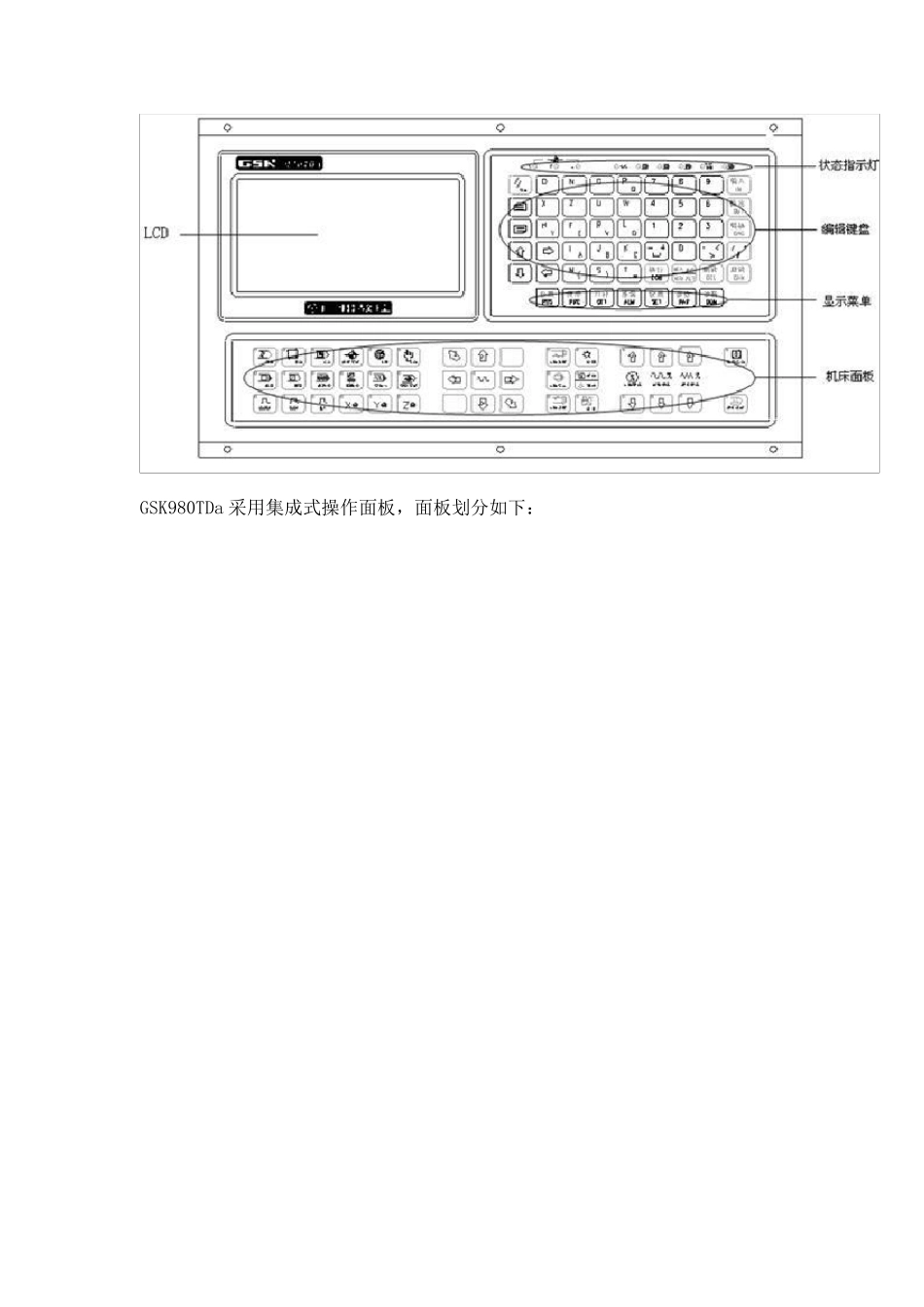
1 面板划分 GSK980TDa 采用集成式操作面板,面板划分如下: 1
1 位置界面 按键进入位置界面,位置界面有绝对坐标、相对坐标、综合坐标及坐标&程序四个页面,可通过 键或键查看
1) 绝对坐标显示页面 显示的 X、Z 坐标值为刀具在当前工件坐标系中的绝对位置,CNC 上电时 X、Z 坐标保持,工件坐标系 由 G50 指定
编程速度:程序中由F 代码指定的速度 注:在编辑、自动、录入、机械回零、程序回零、手动方式下显示“手动速度”;在手轮方式下显示“手 轮增量”; 在单步方式下显示“单步增量”
实际速度:实际加工中,进给倍率运算后的实际加工速度 进给倍率:由进给倍率开关选择的倍率 G 功能码: 01 组 G 代码和 03 组 G 代码的模态值 加工件数:当程序执行完 M30(或主程序中的M99)时, 加工件数加 1 切削时间:当自动运转启动后开始计时,时间单位依次为小时、分、秒 快速倍率:显示当前的快速倍率; 主轴倍率:当参数 NO
001 的Bit4 位设定为1 时,显示主轴倍率; 加工件数和切削时间掉电记忆,清零方法如下: 加工件数清零:先按住键,再按键
切削时间清零:先按住键, 再按键
S0000:主轴编码器反馈的主轴转速,必须安装主轴编码器才能显示主轴的实际转速 T0100:当前的刀具号及刀具偏置号 2)相对坐标显示页面 显示的 U、W 坐标值为当前位置相对于相对参考点的坐标,CNC 上电时 U、W 坐标保持
U、W 坐标可随时清零
U、W 坐标清零后,当前点为相对参考点
当 CNC 参数 No
005 的 Bit1=1,用 G50 设 置绝对坐标时,U、W 与设置的绝对坐标值相同