KUKA KRC2 机器人焊机Dev icenet 配置说明书WriteDatePages赵 锐2014
61/8第 1 页 共 8 页KUKA KRC2 机器人焊机Dev icenet 配置说明书广州蓝姆汽车设备有限公司2014
6KUKA KRC2 机器人焊机Dev icenet 配置说明书WriteDatePages赵锐2014
62/8第2 页共8 页1
焊机的输入输出大小(本例 Input=40bit=5Byte,Output=24bit=3Byte)②
机器人及焊机节点号,波特率及相对应的拨码(本例节点号:1 拨码对应,波特率 500) 2
其他①:机器人端后台逻辑编写:R/KRC/R1/System/sps
sub在此可编写逻辑,进行程序或者 IO 控制
VB 语法编写
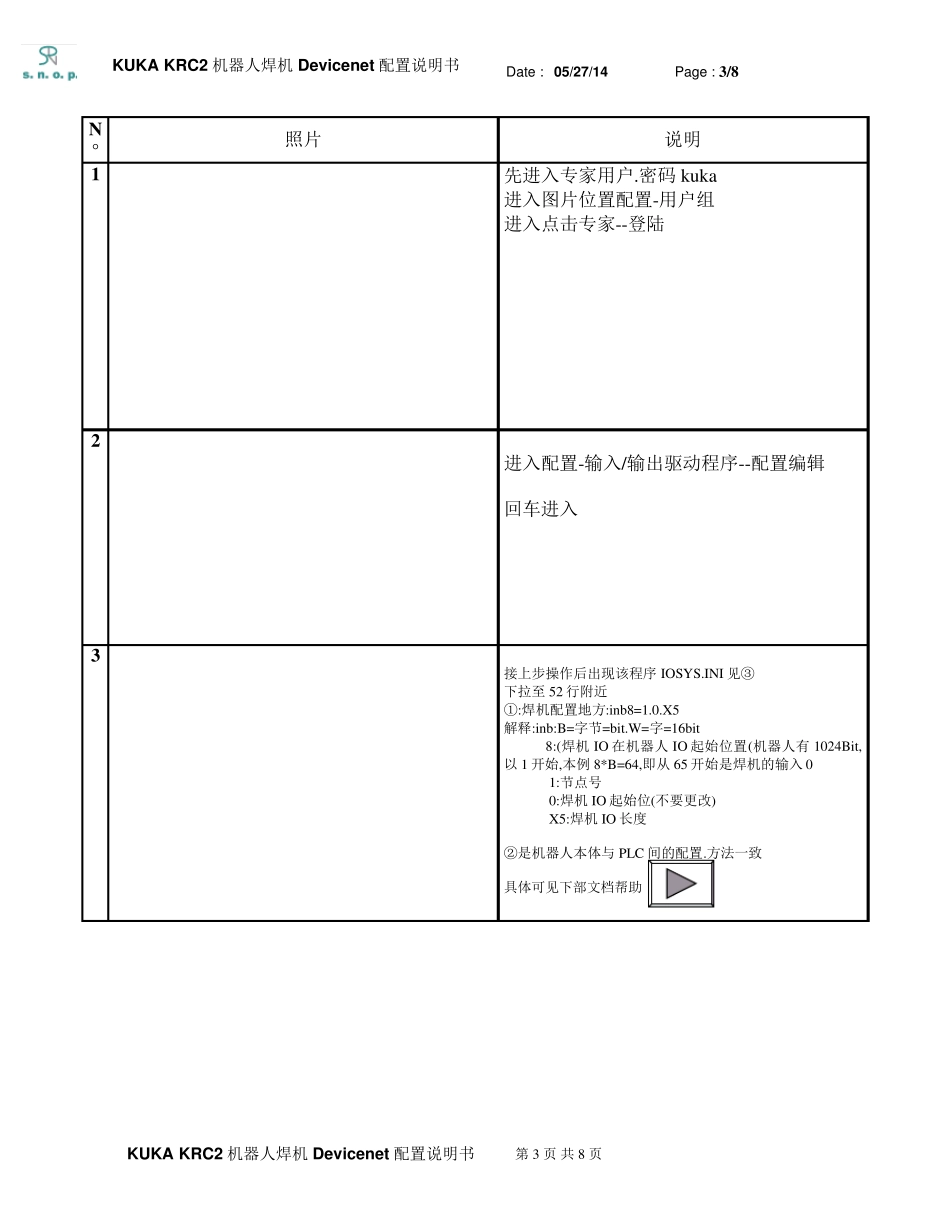
KUKA KRC2 机器人焊机Dev icenet 配置说明书Date : 05/27/14Page : 3/8KUKA KRC2 机器人焊机Dev icenet 配置说明书第3 页共8 页N°照片说明1先进入专家用户
密码ku ka进入图片位置配置-用户组进入点击专家--登陆2进入配置-输入/输出驱动程序--配置编辑回车进入3接上步操作后出现该程序IOSYS
INI 见③下拉至52 行附近①:焊机配置地方:inb8=1
X5解释:inb:B=字节=bit
W=字=16bit8:(焊机IO 在机器人IO 起始位置(机器人有 1024Bit,以 1 开始,本例 8*B=64,即从 65 开始是焊机的输入01:节点号0:焊机IO 起始位(不要更改)X5:焊机IO 长度②是机器人本体与 PLC 间的配置
方法一致具体可见下部文档帮助KUKA KRC2 机器人焊机Dev icenet 配置说明书Date : 05/27/14Page : 4 /8KUKA KRC2 机器人焊机Dev