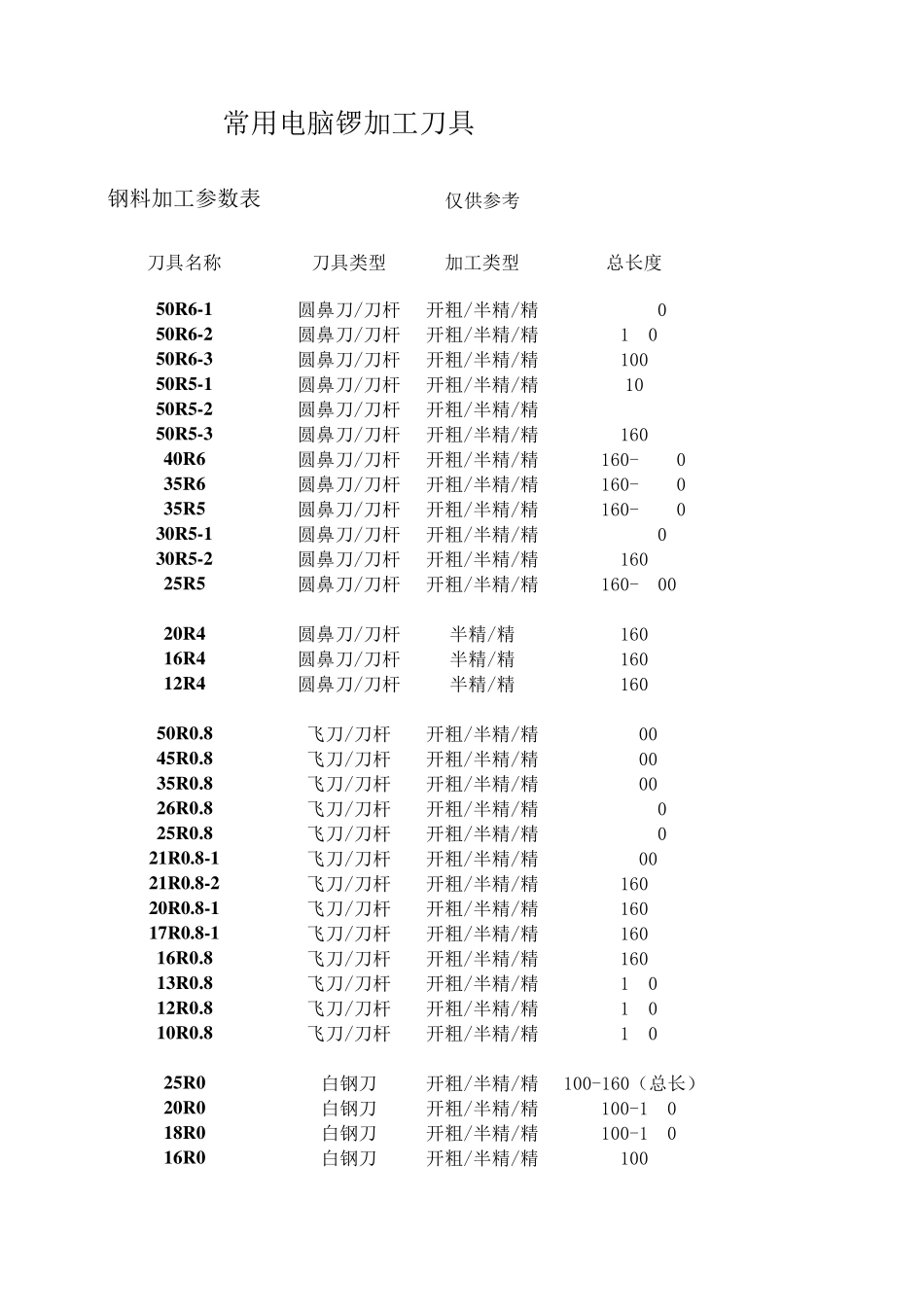
常用电脑锣加工刀具钢料加工参数表仅供参考刀具名称刀具类型加工类型总长度50R 6-1圆鼻刀/刀杆开粗/半精/精27050R 6-2圆鼻刀/刀杆开粗/半精/精17050R 6-3圆鼻刀/刀杆开粗/半精/精10050R 5-1圆鼻刀/刀杆开粗/半精/精1050R 5-2圆鼻刀/刀杆开粗/半精/精7550R 5-3圆鼻刀/刀杆开粗/半精/精16040R 6圆鼻刀/刀杆开粗/半精/精160-25035R 6圆鼻刀/刀杆开粗/半精/精160-25035R 5圆鼻刀/刀杆开粗/半精/精160-25030R 5-1圆鼻刀/刀杆开粗/半精/精25030R 5-2圆鼻刀/刀杆开粗/半精/精16025R 5圆鼻刀/刀杆开粗/半精/精160-20020R 4圆鼻刀/刀杆半精/精16016R 4圆鼻刀/刀杆半精/精16012R 4圆鼻刀/刀杆半精/精16050R 0
8飞刀/刀杆开粗/半精/精40045R 0
8飞刀/刀杆开粗/半精/精40035R 0
8飞刀/刀杆开粗/半精/精30026R 0
8飞刀/刀杆开粗/半精/精25025R 0
8飞刀/刀杆开粗/半精/精25021R 0
8-1飞刀/刀杆开粗/半精/精20021R 0
8-2飞刀/刀杆开粗/半精/精16020R 0
8-1飞刀/刀杆开粗/半精/精16017R 0
8-1飞刀/刀杆开粗/半精/精16016R 0
8飞刀/刀杆开粗/半精/精16013R 0
8飞刀/刀杆开粗/半精/精13012R 0
8飞刀/刀杆开粗/半精/精13010R 0
8飞刀/刀杆开粗/半精/精13025R 0白钢刀开粗/半精/精100-160(总长)20R 0白钢刀开粗/半精/精100-14018R 0白钢刀开粗/半精/精100-15016R 0白钢刀开粗/半精/精10012R 0钨钢刀开粗/半精/精10010R 0钨钢刀开粗/半精/精1008R 0钨钢刀开粗/半