材料成型课程设计 中厚板 14*2800 工艺设计 姓 名: 学号: 班级: 指导老师: 完成时间:2013 年 1 月 10 日 目录 1
设计题目 2
设计目的 3
设计任务 4
设计要求 5
设计方法及步骤 5
1 制定生产工艺 5
2 制定压下规程 5
1 确定板坯料的尺寸 5
2 确定轧制方法 5
3 分配各道次压下量 5
4 校核咬入条件 5
3 确定速度制度 5
1 确定速度图形式 5
2 选择各道咬入、抛出转速 5
3 计算各道纯轧时间 5
4 确定各道间隙时间 5
5 绘制速度图 5
4 校核轧机 5
1 计算各道轧制温度 5
2 计算各道变形程度 5
3 计算各道平均变形速度 5
4 确定各道变形抗力 5
5 确定各道变形区长度 5
6 计算各道平均单位压力及各道总压力 5
5 校核电机 5
1 计算各道轧制力矩 5
2 计算各道附加力矩 5
3 计算空转力矩 5
4 计算动力矩 5
5 确定各道总传动力矩 5
6 绘制电机负荷图 6
总结与收获 7
参考资料 8
1 本设计过程中主要为参数计算的Matlab 程序 8
2 Matlab 程序计算结果 9
轧机速度制度图1、电机负荷图2
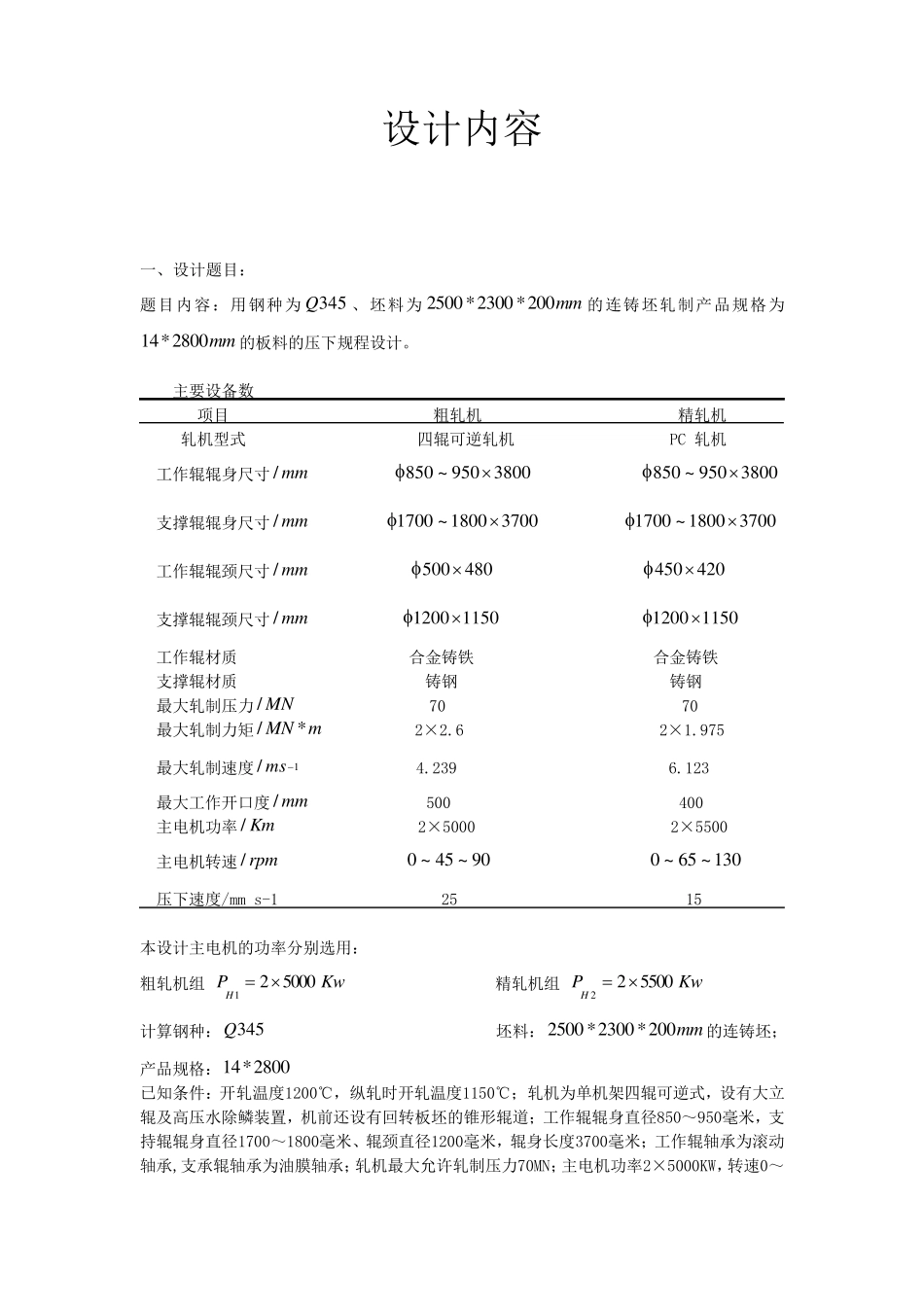
设计内容 一、设计题目: 题目内容:用钢种为345Q、坯料为mm200*2300*2500的连铸坯轧制产品规格为mm2800*14的板料的压下规程设计
主要设备数 项目 粗轧机 精轧机 轧机型式 四辊可逆轧机 PC 轧机 工作辊辊身尺寸mm/ 3800950~850 3800950~850 支撑辊辊身尺寸mm/ 37001800~1700 37001800~1700 工作辊辊颈尺寸mm/ 480500 420450 支撑辊辊颈尺寸mm