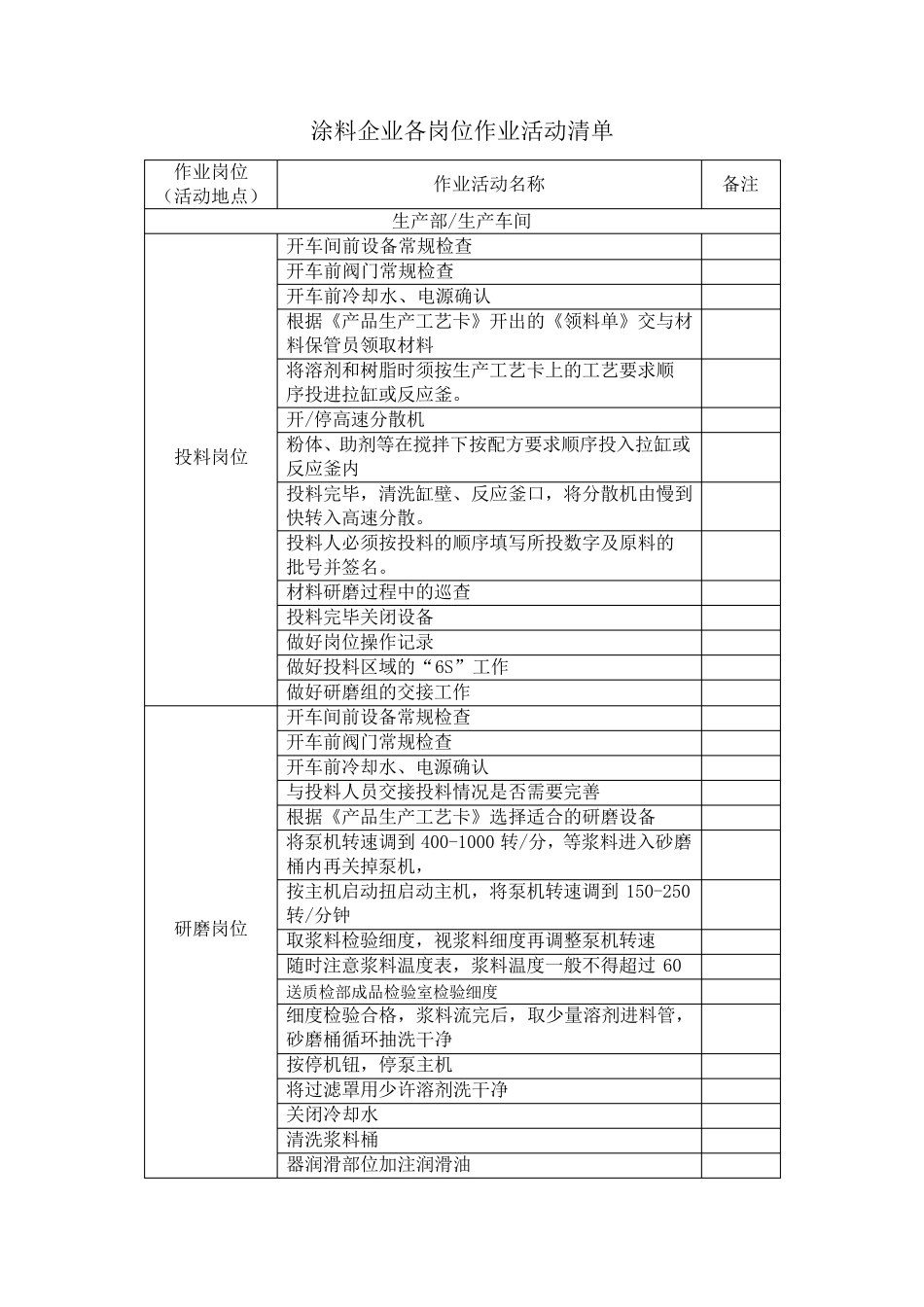
涂 料 企 业 各 岗 位 作 业 活 动 清 单 作 业 岗 位 ( 活 动 地 点 ) 作 业 活 动 名 称 备 注 生 产 部 /生 产 车 间 投 料 岗 位 开 车 间 前 设 备 常 规 检 查 开 车 前 阀 门 常 规 检 查 开 车 前 冷 却 水 、 电 源 确 认 根 据 《 产 品 生 产 工 艺 卡 》 开 出 的 《 领 料 单 》 交 与 材料 保 管 员 领 取 材 料 将 溶 剂 和 树 脂 时 须 按 生 产 工 艺 卡 上 的 工 艺 要 求 顺序 投 进 拉 缸 或 反 应 釜
开 /停 高 速 分 散 机 粉 体 、 助 剂 等 在 搅 拌 下 按 配 方 要 求 顺 序 投 入 拉 缸 或反 应 釜 内 投 料 完 毕 , 清 洗 缸 壁 、 反 应 釜 口 , 将 分 散 机 由 慢 到快 转 入 高 速 分 散
投 料 人 必 须 按 投 料 的 顺 序 填 写 所 投 数 字 及 原 料 的批 号 并 签 名
材 料 研 磨 过 程中的 巡查 投 料 完 毕 关闭设 备 做好岗 位 操作 记录 做好投 料 区域的 “6S”工 作 做好研 磨 组的 交 接工 作 研 磨 岗 位 开 车 间 前 设 备 常 规 检 查 开 车 前 阀 门 常 规 检 查 开 车 前 冷 却 水 、 电 源 确 认 与 投 料 人 员 交 接投 料 情况是否需要 完 善 根 据 《 产 品 生 产 工 艺 卡 》 选择适合的 研 磨 设 备 将 泵机 转 速 调到 400-1000 转 /分 , 等 浆料 进 入 砂磨桶内 再关掉 泵机 , 按 主 机 启 动 扭 启 动 主 机 , 将 泵机 转 速 调到150-250转 /分 钟 取 浆料 检 验 细 度 , 视 浆料 细 度 再调整 泵机 转 速 随 时 注 意 浆料 温 度