第6章 光滑极限量规 6
1 概 述 检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中
光滑极限量规的标准是 GB/T 1957-2006
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用
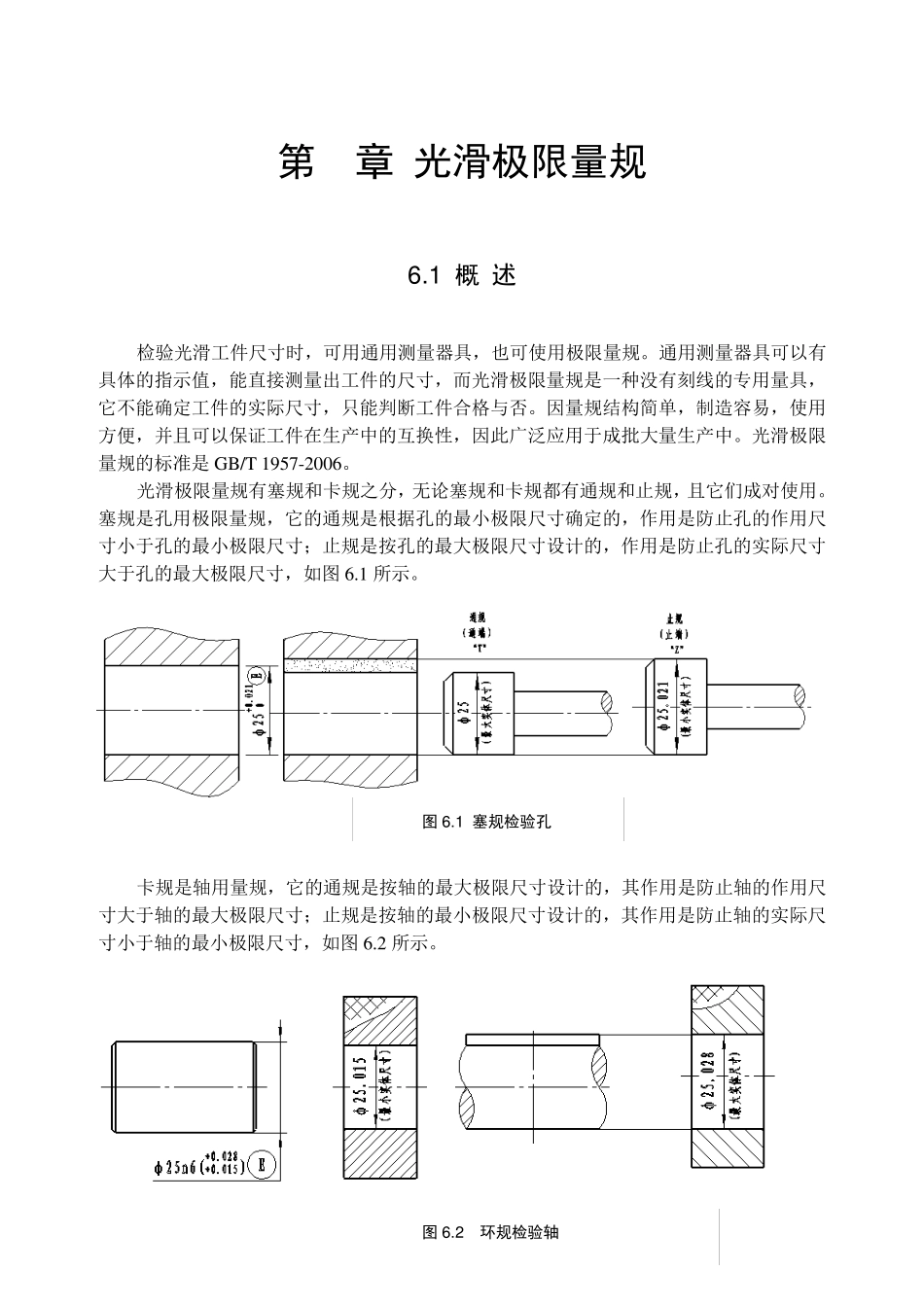
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图 6
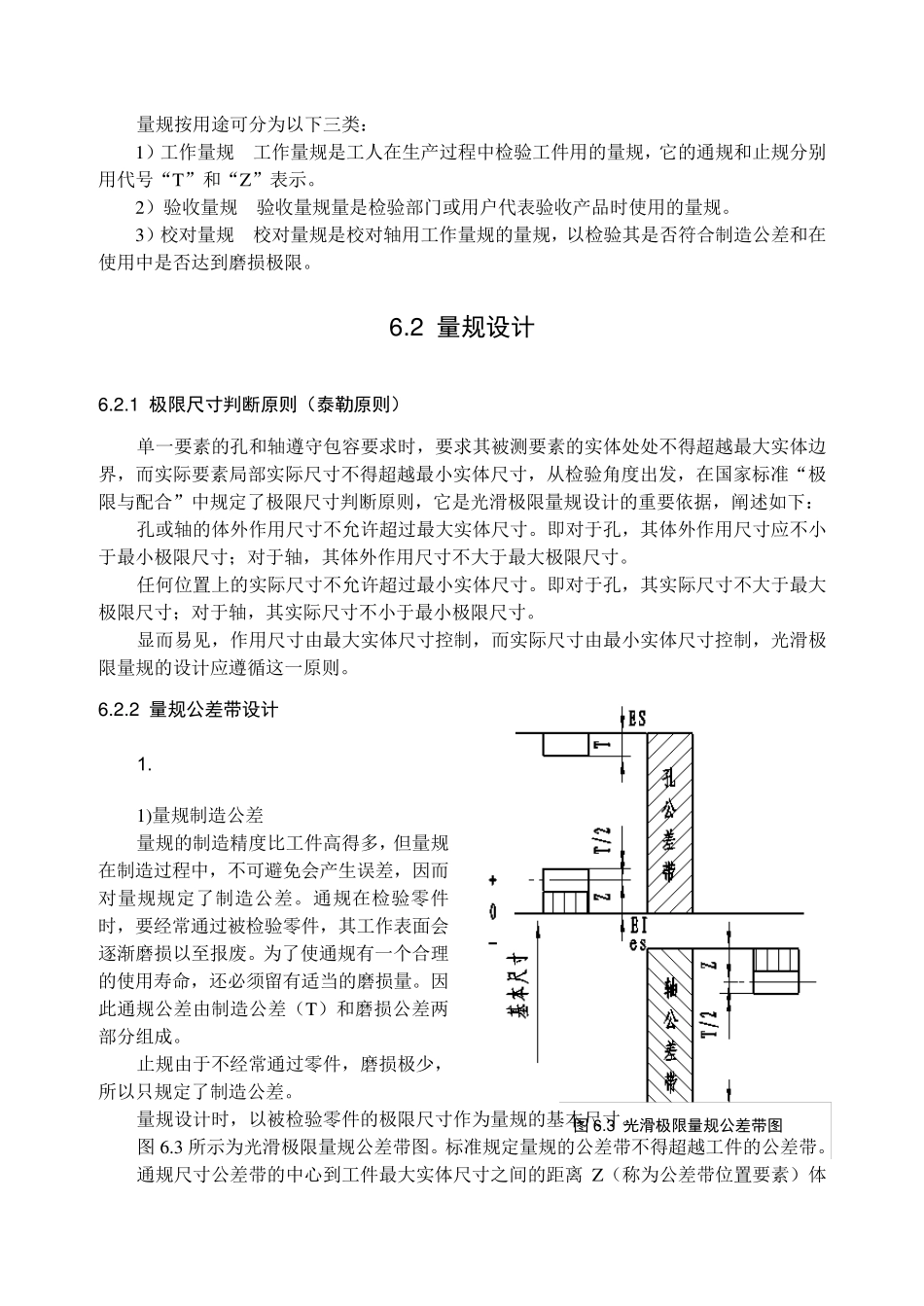
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图 6
1 塞规检验孔 图 6
2 环规检验轴 量规按用途可分为以下三类: 1)工作量规 工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示
2)验收量规 验收量规量是检验部门或用户代表验收产品时使用的量规
3)校对量规 校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限
2 量规设计 6
1 极限尺寸判断原则(泰勒原则) 单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下: 孔或轴的体外作用尺寸不允许超过最大实体尺寸
即对于孔,其体外作用尺寸应不小于最小