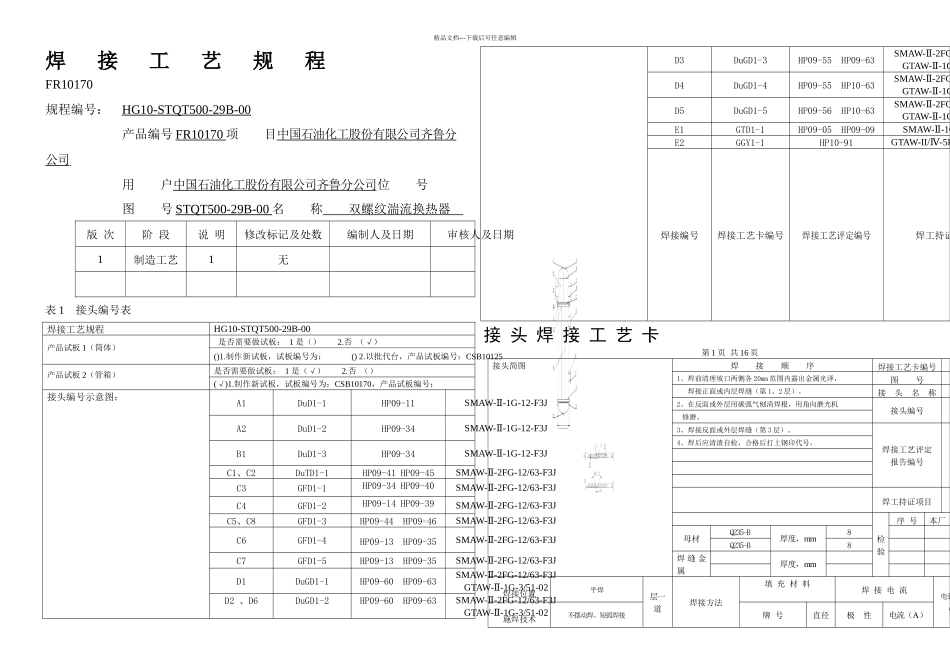
精品文档---下载后可任意编辑焊 接 工 艺 规 程FR10170规程编号: HG10-STQT500-29B-00产品编号 FR10170 项 目中国石油化工股份有限公司齐鲁分公司 用 户中国石油化工股份有限公司齐鲁分公司位 号图 号 STQT500-29B-00 名 称 双螺纹湍流换热器 版 次阶 段说 明修改标记及处数编制人及日期审核人及日期1制造工艺1无表 1 接头编号表焊接工艺规程HG10-STQT500-29B-00产品试板 1(筒体) 是否需要做试板: 1 是() 2
否 (√)()1
制作新试板,试板编号为: () 2
以批代台,产品试板编号:CSB10125产品试板 2(管箱)是否需要做试板: 1 是(√) 2
否 ()(√)1
制作新试板,试板编号为:CSB10170,产品试板编号:接头编号示意图:A1DuD1-1HP09-11SMAW- -1G-12-F3JⅡA2DuD1-2HP09-34SMAW- -1G-12-F3JⅡB1DuD1-3HP09-34SMAW- -1G-12-F3JⅡC1、C2 DuTD1-1HP09-41 HP09-45SMAW- -2FG-12/63-F3JⅡC3GFD1-1HP09-34 HP09-40SMAW- -2FG-12/63-F3JⅡC4GFD1-2HP09-14 HP09-39SMAW- -2FG-12/63-F3JⅡC5、C8GFD1-3HP09-44 HP09-46SMAW- -2FG-12/63-F3JⅡC6GFD1-4HP09-13 HP09-35SMAW- -2FG-12/63-F3JⅡC7GFD1-5HP09-13 HP09-35SMAW- -2FG-12/63-F3JⅡD1DuGD1-1HP09-60 HP09-63SMAW- -2FG-12/63-F3JⅡGTAW- -1G-3/51-02ⅡD2 、D