华东泰克西/锡柴/一汽铸造工艺 调 研 报 告 华东泰克西/锡柴/一汽铸造工艺调研报告 第一部分:铸造厂概况; 1)制芯工艺; 2)现场管理; 3)工装维护; 4)生产流程; 第二部分:缸体和缸盖生产特点; 第三部分:冷芯工艺及原材料; 第四部分:对我厂的借鉴及建议
第一部分:铸造厂概况 华东泰克西 华东泰克西是生产轿车缸体毛坯的专业铸造厂,缸体主要为直列 4 缸和 V 6发动机配套,主要用户为韩国现代、德国大众、美国通用等国际大公司
全厂约1000 余人,其中 500 名正式职工,500 名农民工
09 年内废 4%-5%,外废 1-2%
年产缸体 100-120万件
一、 制芯 1、 全厂共有 3套缸体曲轴箱芯制芯中心,均采用锁芯工艺,总生产能力 180箱砂芯/小时
2、所有砂芯均为冷芯,制芯所用原砂为承德围场砂,树脂为常州阿什兰公司提供,压缩空气经集中脱水冷却(-40℃)处理,三乙氨输送管道都做了保温处理
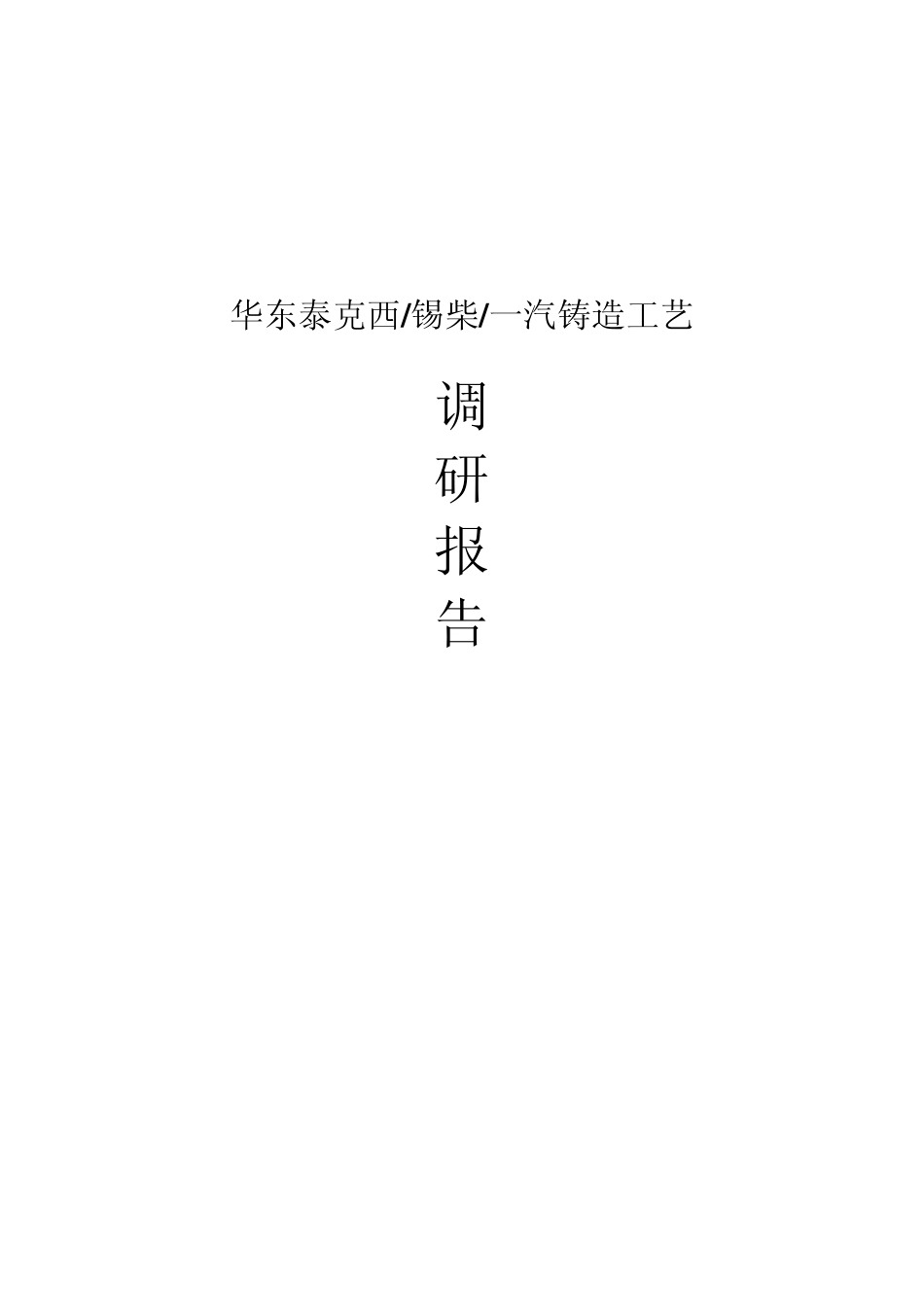
3、圆棒芯采用修芯胎具自动修芯,水套芯和顶面芯靠人工修理
修芯动作:顶杆将砂芯托住,然后下落通过胎具,完成修芯,主要将分合面的批缝修掉,其余部位不做修理
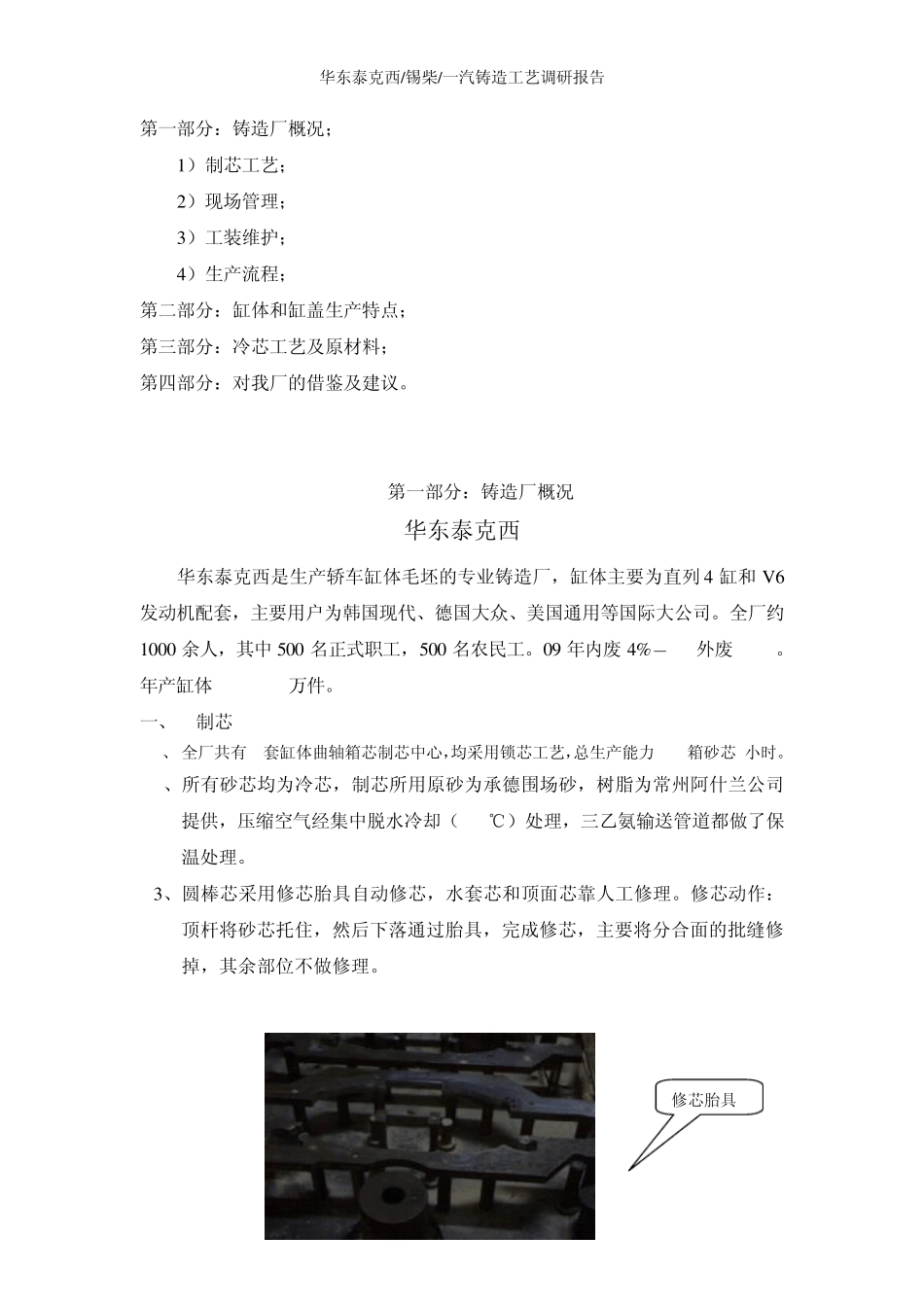
修芯胎具 华东泰克西/锡柴/一汽铸造工艺调研报告 4、每台制芯设备、修芯台均有标准砂芯
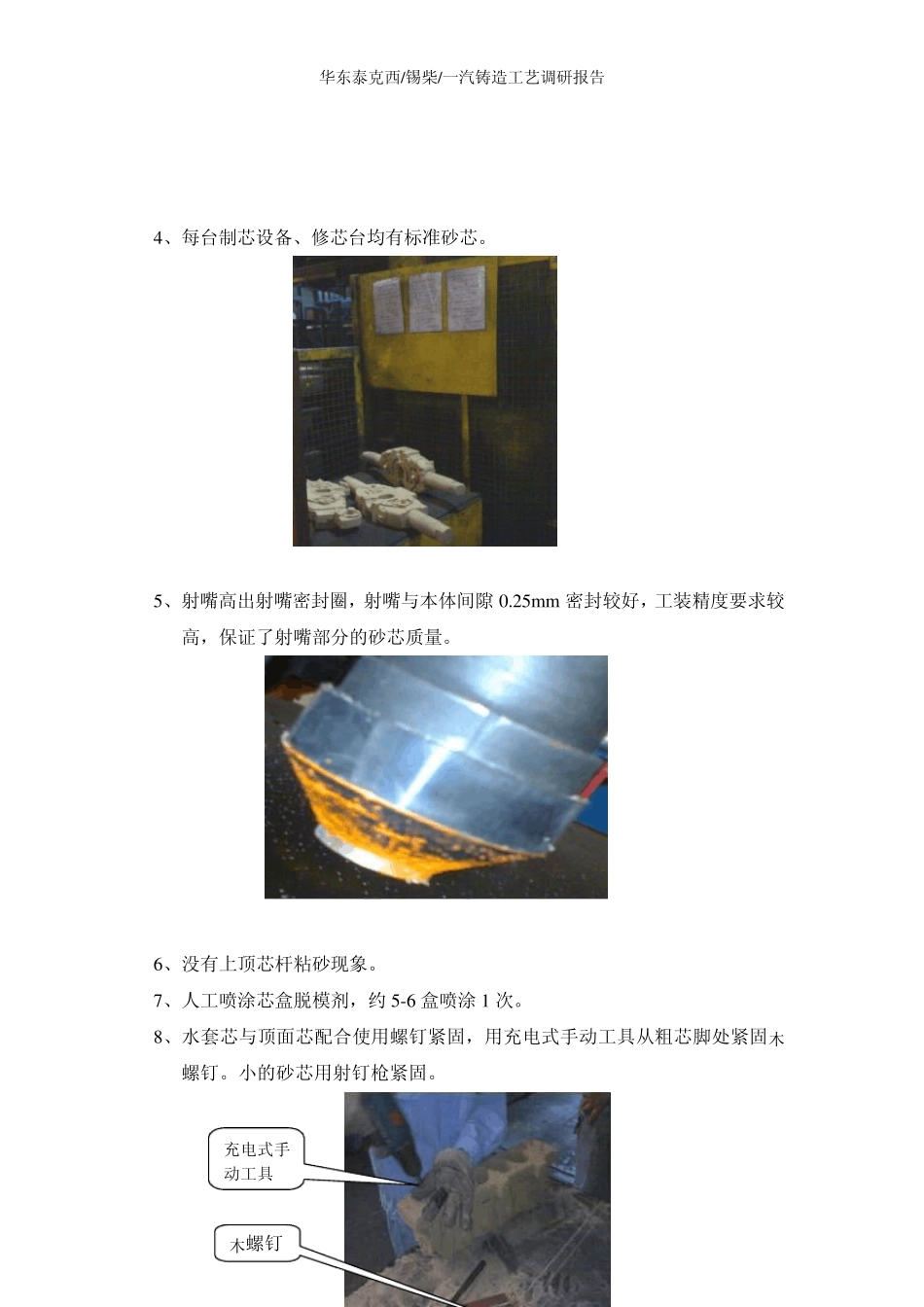
5、射嘴高出射嘴密封圈,射嘴与本体间隙 0
25m m 密封较好,工装精度要求较高,保证了射嘴部分的砂芯质量
6、没有上顶芯杆粘砂现象
7、人工喷涂芯盒脱模剂,约 5-6 盒喷涂 1 次
8、水套芯与顶面芯配合使用螺钉紧固,用充电式手动工具从粗芯脚处紧固木螺钉
小的砂芯用射钉枪紧固
充电式手动工具 木螺钉 华东泰克西/锡柴/一汽铸造工艺调研报告 9 、假射嘴
对于水套芯结构单薄处,采用假射嘴工艺,一方面起到射砂时芯盒排气作用,另一方面还可起到顶芯作用
1 0 、 四开模
水套芯采用四开模,结构示意如下