一、工序简介 1、层压是将经过内层,蚀刻、黑化(棕化)好的内层板两面加上不 同型号的PP片及铜箔利用高温高压结合在一起进行层压,而形成 的多层板
2、随着电子技术的高速发展及大容量,低耗方面发展,多层板的应 用会越来越广泛,其层数会要求越来越高,因此层压成为多层板 生产中不可缺少的部分工艺
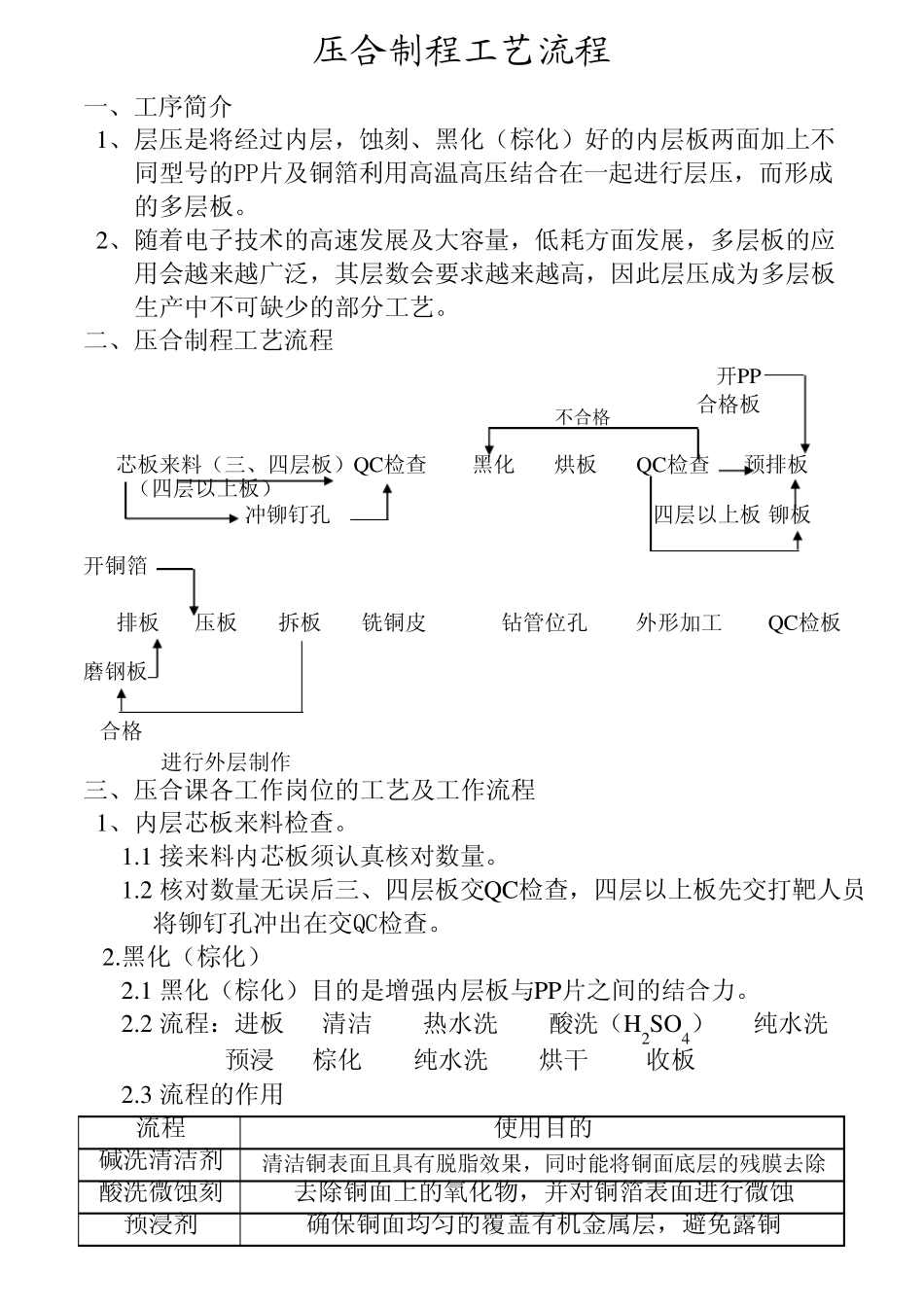
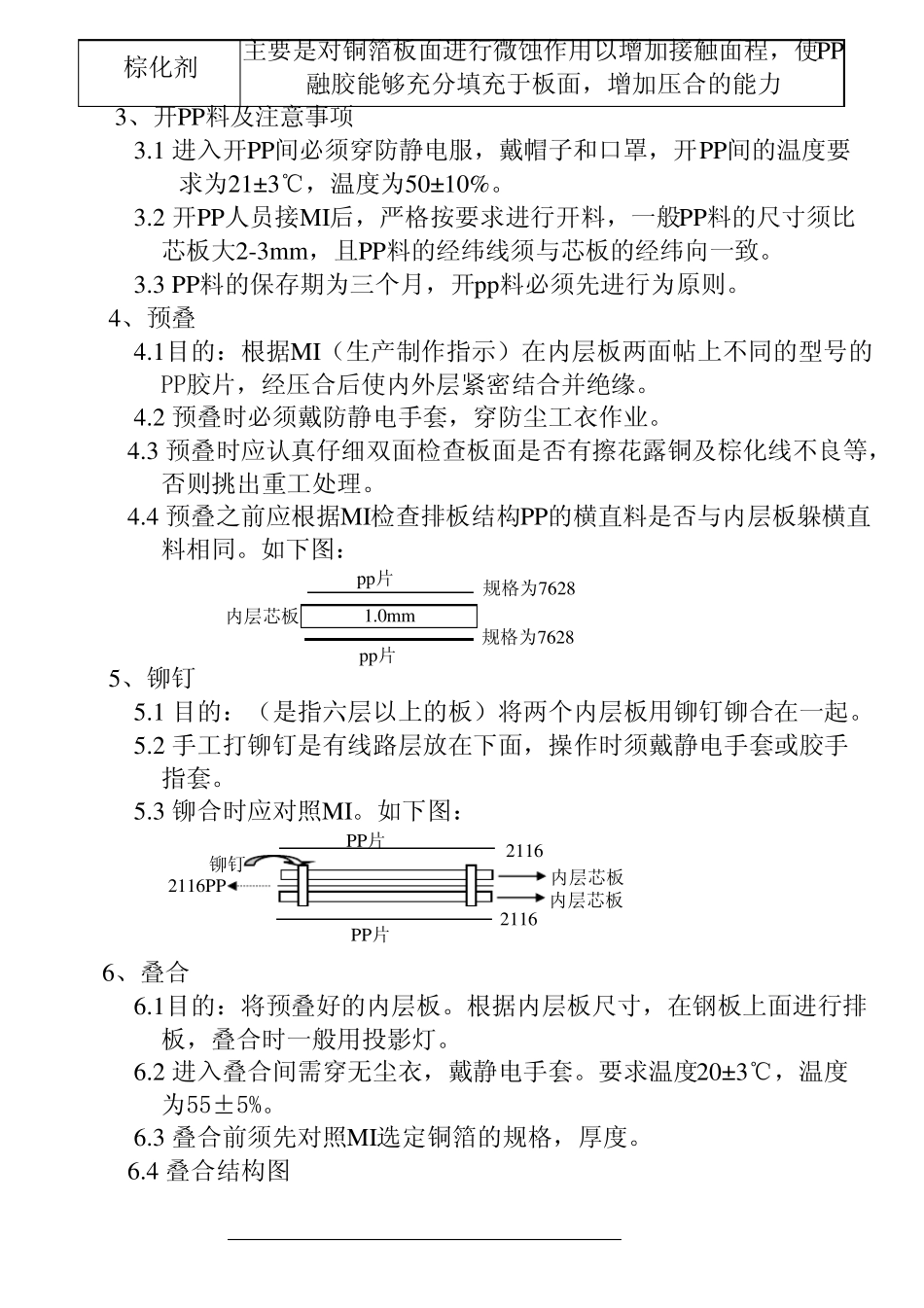
二、压合制程工艺流程 开PP合格板冲铆钉孔 四层以上板 铆板开铜箔 排板 压板 拆板 铣铜皮钻管位孔 外形加工QC检板磨钢板 合格进行外层制作三、压合课各工作岗位的工艺及工作流程 1、内层芯板来料检查
1 接来料内芯板须认真核对数量
2 核对数量无误后三、四层板交QC检查,四层以上板先交打靶人员 将铆钉孔冲出在交QC检查
黑化(棕化) 2
1 黑化(棕化)目的是增强内层板与PP片之间的结合力
3 流程的作用流程使用目的酸洗微蚀刻预浸剂碱洗清洁剂清洁铜表面且具有脱脂效果,同时能将铜面底层的残膜去除压合制程工艺流程去除铜面上的氧化物,并对铜箔表面进行微蚀确保铜面均匀的覆盖有机金属层,避免露铜芯板来料(三、四层板)QC检查 黑化 烘板 QC检查 预排板(四层以上板) 2
2 流程:进板 清洁 热水洗 酸洗(H2SO4) 纯水洗 预浸 棕化 纯水洗 烘干 收板不合格 3、 开 PP料 及 注 意 事 项 3
1 进 入 开 PP间 必 须 穿 防 静 电 服 , 戴 帽 子 和 口 罩 , 开 PP间 的 温 度 要 求 为 21±3℃ , 温 度 为 50±10%
2 开 PP人 员 接 MI后 , 严 格 按 要 求 进 行 开 料 , 一 般 PP料 的 尺 寸 须 比芯 板 大 2-3mm, 且 PP料 的 经 纬 线 须 与 芯 板 的 经 纬 向 一 致
3 PP料 的 保 存 期 为 三 个 月 , 开 pp料 必 须 先 进 行 为 原 则