河南机专冲压课程设计说明书 - 1 -1 3 冲压工艺与模具设计课程设计任务书 题 目: 压圈的设计 内 容:(一)冲压件的工艺性分析 (二)确定工艺方案及模具机构形式 (三)模具设计计算 (四)模具总体设计 (五)模具主要零部件的结构设计 (六)冲压设备的选择 (七)绘制模具总装图 (八)拆画零件图 (九)设计总结 (十)参考文献 河南机专冲压课程设计说明书 - 2 -1 3 目 录 (一)
冲压件的工艺性分析……………………………4 (二)
确定工艺方案模具机构形式……………………4 (三)
模具设计计算……………………………………5 (1)排样方式的确定及其计算 ( 2) 计算凸
凹模刃口尺寸 (3)外形落料凸、凹模刃口尺寸的计算 (4)冲压力的计算 (5)压力中心的计算 (四)
模具总体设计……………………………………8 (五)
模具主要零部件的结构设计……………………9 (1)落料凸、凹模的结构设计 (2)弹性元件的设计计算 (3)模架的设计 (六)
冲压设备的选择…………………………………12 (七)
绘制模具总装图…………………………………13 (八)
拆画零件图………………………………………13 (九)
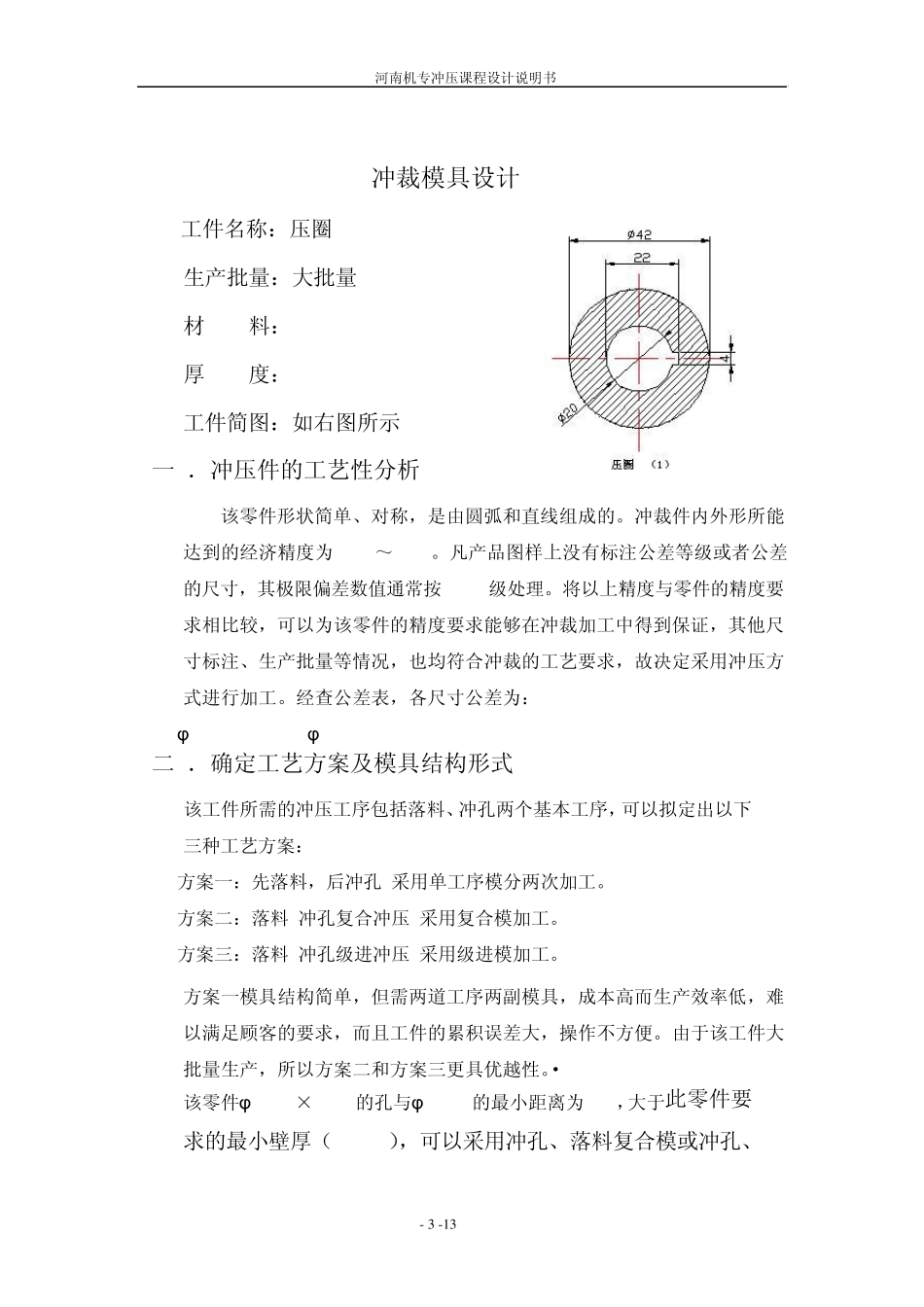
参考文献…………………………………………14 河南机专冲压课程设计说明书 - 3 -1 3 冲裁模具设计 工件名称:压圈 生产批量:大批量 材 料:Q235 厚 度:2mm 工件简图:如右图所示 (一).冲压件的工艺性分析 该零件形状简单、对称,是由圆弧和直线组成的
冲裁件内外形所能达到的经济精度为 IT11~IT14
凡产品图样上没有标注公差等级或者公差的尺寸,其极限偏差数值通常按 IT14级处理
将以上精度与零件的精度要求相比较,可以为该零件的精度要求能够在冲裁加工中得到保证,其他尺寸标注、生产批量等情况,也均符合冲裁的工艺要求,故决定采用冲压方式进行加