文件编号:JGGS/GY -02-03-03 版本:1
2 冲床模具压铆作业指导书 编制: 审核: 批准: 发布日期:2006 年 月 日 实施日期:2006 年 月 日 许继电气结构公司 冲床模具压铆作业指导书 一、目的: 为了科学地提高产品档次,明确各档次产品对压铆的要求,为压铆工序提供加工方法的指导,为设计人员提供设计的指导
二、适用范围: 本作业指导书适用于公司各档次产品的冲床压铆加工 中档产品:喷涂件、电源机箱 、非喷涂的覆铝锌板 高档产品: 通讯产品、非喷涂的铝板 三、作业内容: 1
单孔压铆 压铆加工适用范围及其工艺路线安排 1
不锈钢零件不能采用压铆方式加工; 2
压铆零件压铆前表面不允许有锈蚀; 3
处理喷涂件:外形小于 300*900*2300 的普通钢板零件应先压铆后处理,且必须采用新线碱液处理,不允许采用老线的酸液处理;外形大于 300*900*2300 的普通钢板零件先处理后压铆; 4
电镀件:先电镀后压铆; 5
铝板、耐指纹板、镀锌板、电镀件等不喷涂零件的压铆时必须戴防护手套(可以是线手套,若是拿小压铆螺母困难时,可以将右手套只漏出食指和拇指)
序号 工步 图片 说明 要点 1 选用模具类型 根据压铆件在零件中的位置和零件的弯曲外形等来选用所用的压铆模具类型
若压铆件距弯曲边较近或零件的弯曲高度较高的可选用如右图所示延伸压铆模具加工
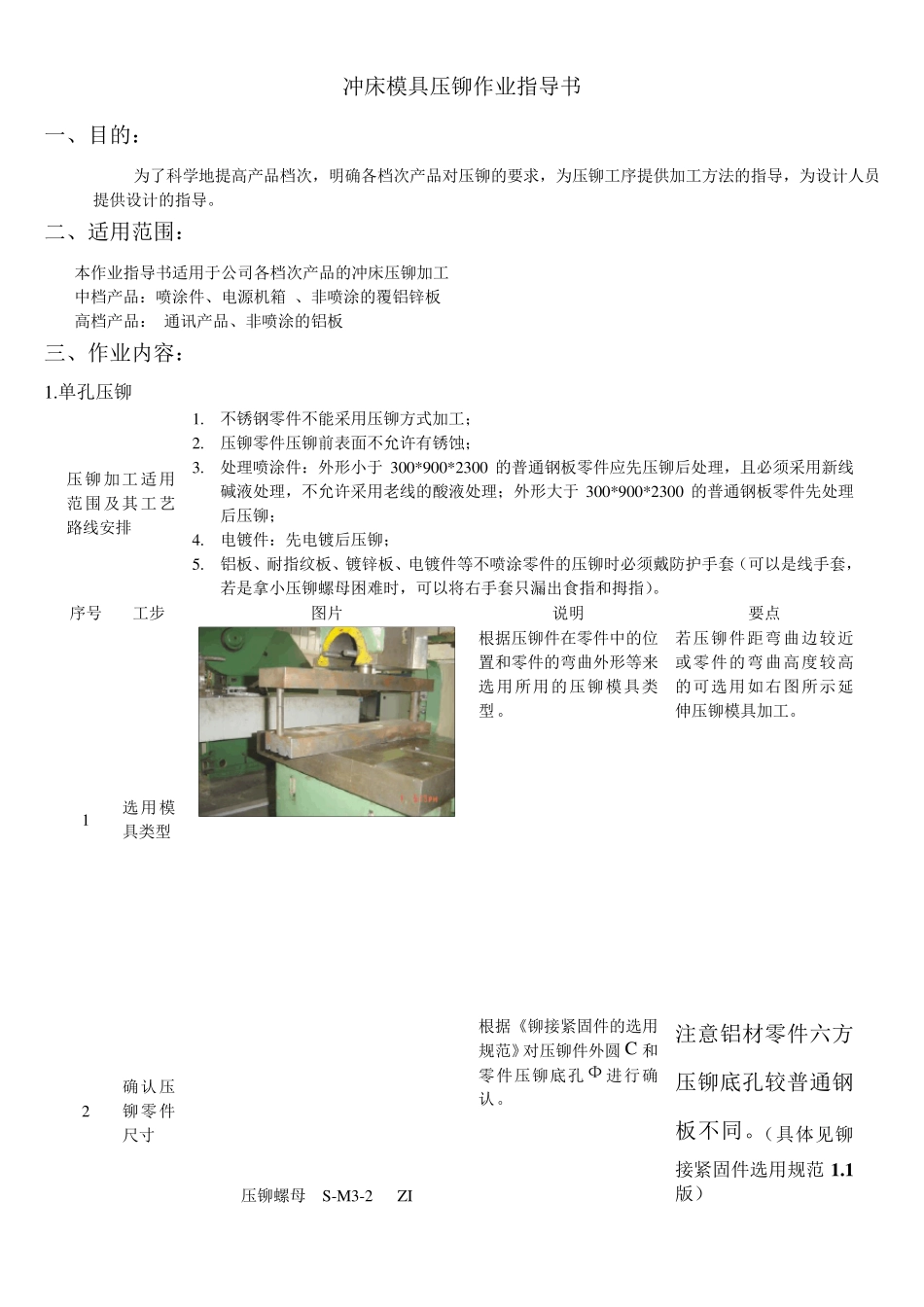
2 确认压铆零件尺寸 压铆螺母 S-M3-2 ZI 根据《铆接紧固件的选用规范》对压铆件外圆C 和零件压铆底孔Ф进行确认
注意铝材零件六方压铆底孔较普通钢板不同
(具体见铆接紧固件选用规范 1
1版) 压铆螺母柱 BSO-M3-12 ZI 六角压铆螺钉 NFH-M3-12 ZI 3 选用 上模 ≥ 选用合适上模
上模直径应≥φ20,压铆面平整无缺损,以保证压铆后正面平整
4 选用 下模 图