DATE:2013
10 版本:V1
0 1 / 10 压铸件设计规范 目录 铸圆脱铸缘压铸压铸内压铸压铸级压铸压铸DATE:2013
10 版 本 : V1
0 2 / 10 一、 壁厚 1、 压 铸 件 的 壁 厚 对 铸 件 质 量 有 很 大 的 影 响
以 铝 合 金 为 例 , 薄 壁 比 厚 壁 具 有 更 高的 强 度 和 良 好 的 致 密 性
因 此 , 在 保 证 铸 件 有 足 够 的 强 度 和 刚 性 的 条 件 下 , 应 尽 可 能减 少 其 壁 厚 , 并 保 持 壁 厚 均 匀 一 致
2、 铸 件 壁 太 薄 时 , 使 金 属 熔 接 不 好 , 影 响 铸 件 的 强 度 , 同 时 给 成 型 带 来 困 难 ; 壁厚 过 大 或 严 重 不 均 匀 则 易 产 生 缩 瘪 及 裂 纹
厚 壁 压 铸 件 , 其 壁 中 心 层 的 晶 粒 粗 大 , 易产 生 缩 孔 、 缩 松 等 缺 陷 , 同 样 降 低 铸 件 的 强 度
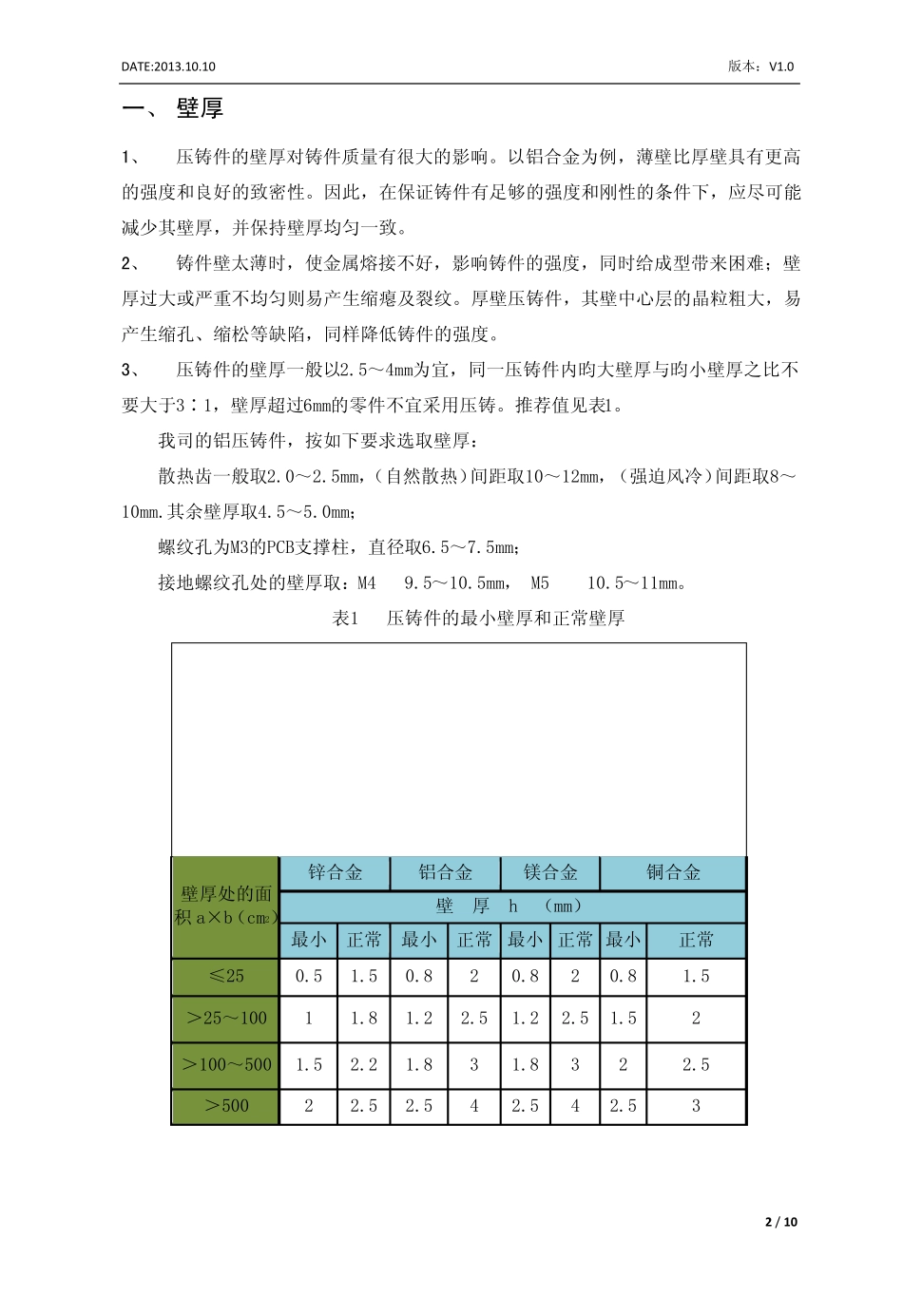
3、 压 铸 件 的 壁 厚 一 般 以 2
5~ 4mm为 宜 , 同 一 压 铸 件 内 昀 大 壁 厚 与 昀 小 壁 厚 之 比 不要 大 于 3∶ 1, 壁 厚 超 过 6mm的 零 件 不 宜 采 用 压 铸
推 荐 值 见 表 1
我 司 的 铝 压 铸 件 , 按 如 下 要 求选取壁 厚 : 散热齿一 般 取2
5mm,(自然散热)间距取10~ 12mm, (强 迫风冷)间距取8~10mm
其 余壁 厚 取4
0mm; 螺纹 孔 为 M3的 PCB支撑柱, 直径取6
5mm; 接 地螺纹 孔 处的 壁 厚 取: M4 9
5mm, M5 10
5~ 11mm
表 1 压 铸 件 的 最小 壁 厚 和 正