双相不锈钢焊接工艺规范1范围本标准规定了双相不锈钢的焊前准备、人员、工艺要求、工艺过程和检验
本标准适用于一般强度结构钢和高强度结构钢所组成的各类船体结构及工业性产品中的对接接头及角接接头
对所有焊接位置、板厚均不受限制
2规范性引用文件下列文件对于本文件的应用是必不可少的
凡是注日期的引用文件,仅所注日期的版本适用于本文件
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件
Q/RSHI
06船舶建造质量标准Q/RS 3165-2012船体结构坡口形式选用规定Q/RS 3112-2012 船体结构焊缝修补工艺规范3一般要求3
1人员必须经过专门培训和考试合格,经有关船级社认可,持有合格证书方可上岗
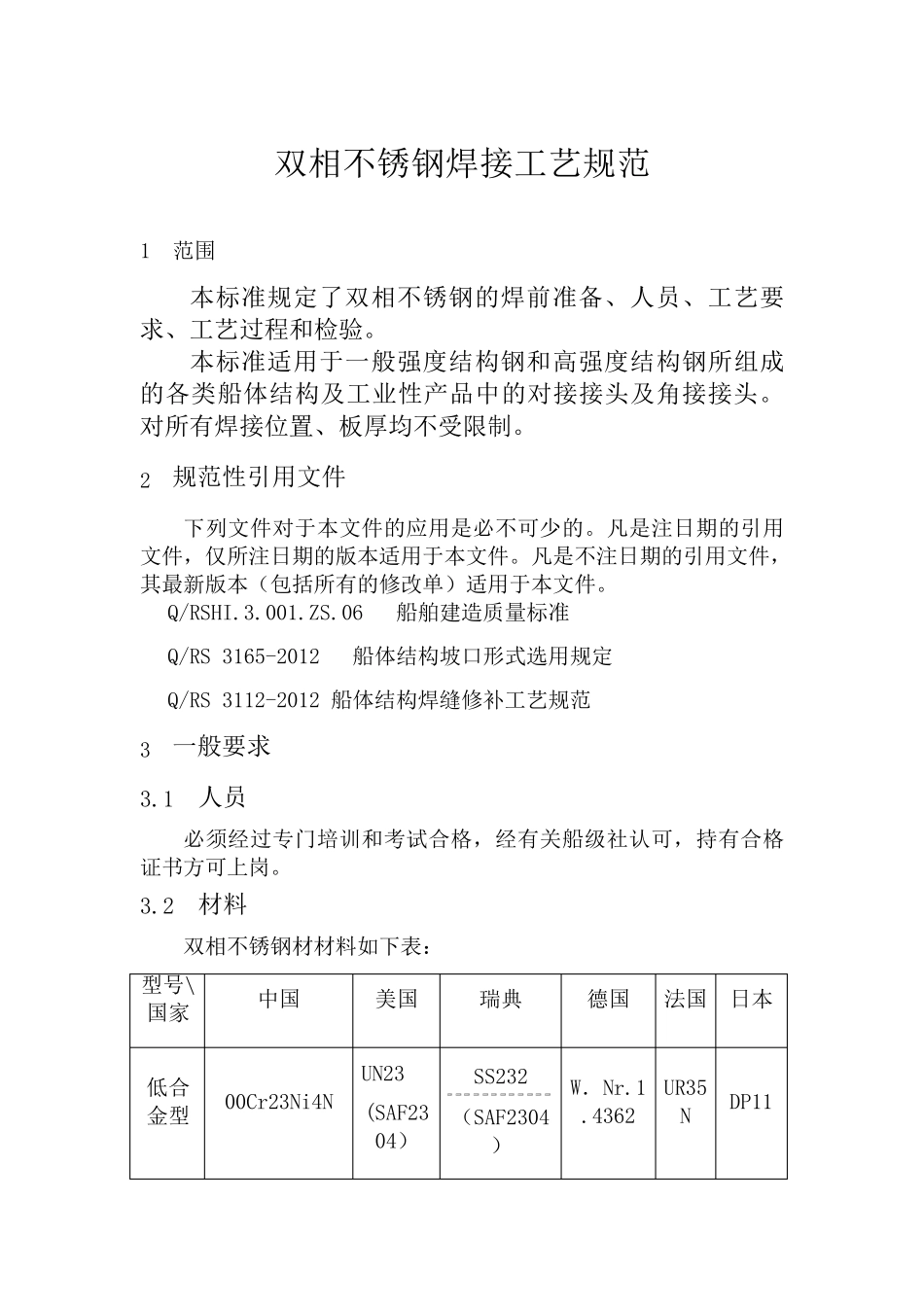
2材料双相不锈钢材材料如下表:型号\国家中国美国瑞典德国法国日本低合金型00Cr23Ni4NUN23(SAF2304)SS232(SAF2304)W.Nr
4362UR35NDP11中合金型00Cr18Ni5Mo3Si200Cr22Ni5Mo3NUNSS31500UNSS31803SS2376(3RE60)SS2377(SAF2205)W
4462UR45NDP1DP8高合金型0Cr25Ni5Mo200Cr25Ni7Mo3WCuNUNSS32900UNSS31260SS2324(10RE51)W
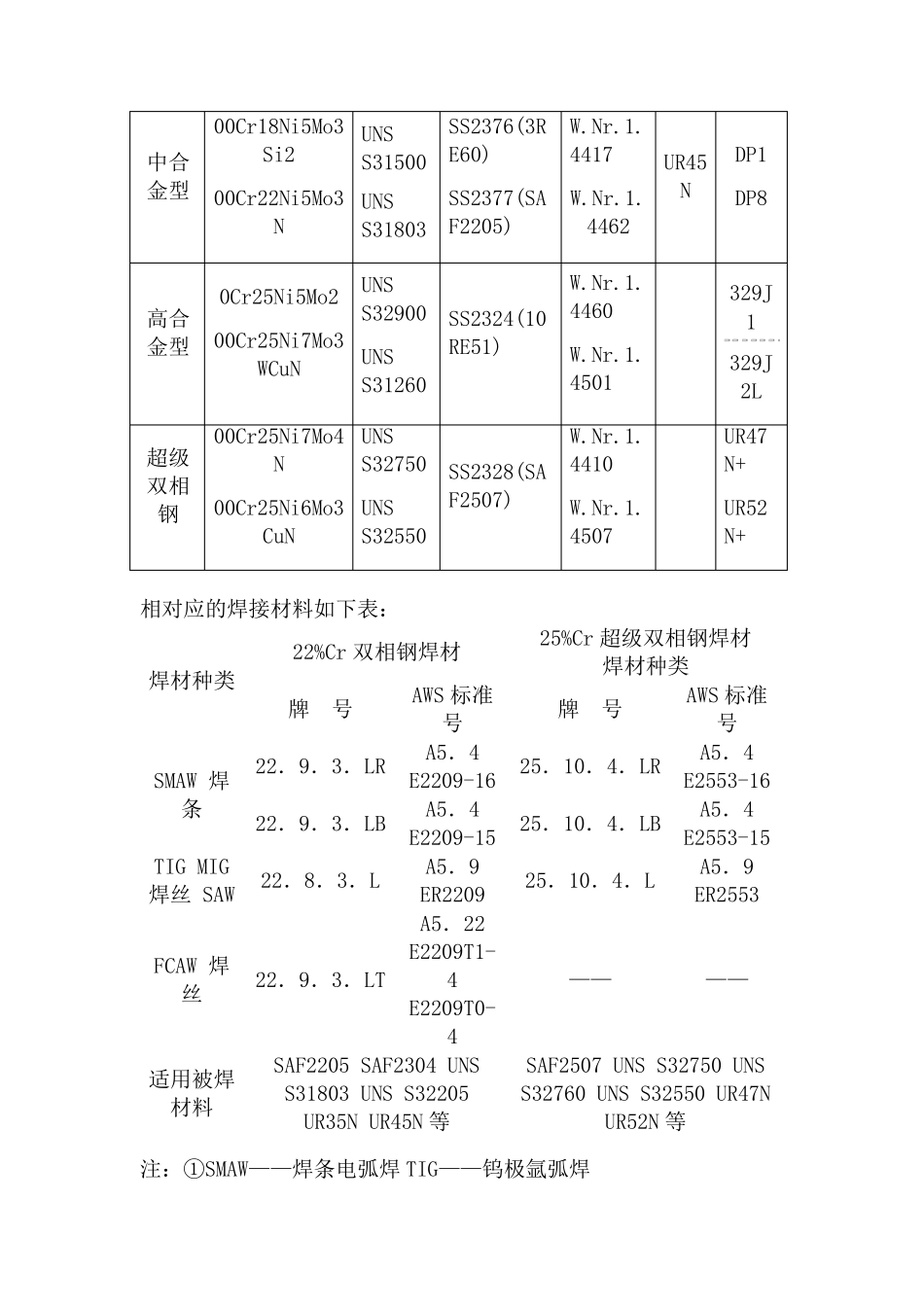
4501329J1329J2L超级双相钢00Cr25Ni7Mo4N00Cr25Ni6Mo3CuNUNSS32750UNSS32550SS2328(SAF2507)W
4507UR47N+UR52N+相对应的焊接材料如下表:焊材种类22%Cr 双相钢焊材 25%Cr 超级双相钢焊材焊材种类牌号AWS 标准号牌号AWS 标准号SMAW 焊条22.9.3.