1 第二章 RSLo gix 5000 编程 学习目标: ■ 学会创建任务、程序、例程 ■ 深入理解标签、结构体和数组 ■ 掌握编写梯形图程序 ■ 学习I/O 组态方法 ■ 掌握 RSLo gix 5000 功能块图编程 2 2
1 编写RSLogix 5000 梯形图 2
1 创建任务、程序和例程 本次课程基于一个假想的工业环境
您是一位压缩机装配项目程序开发人员
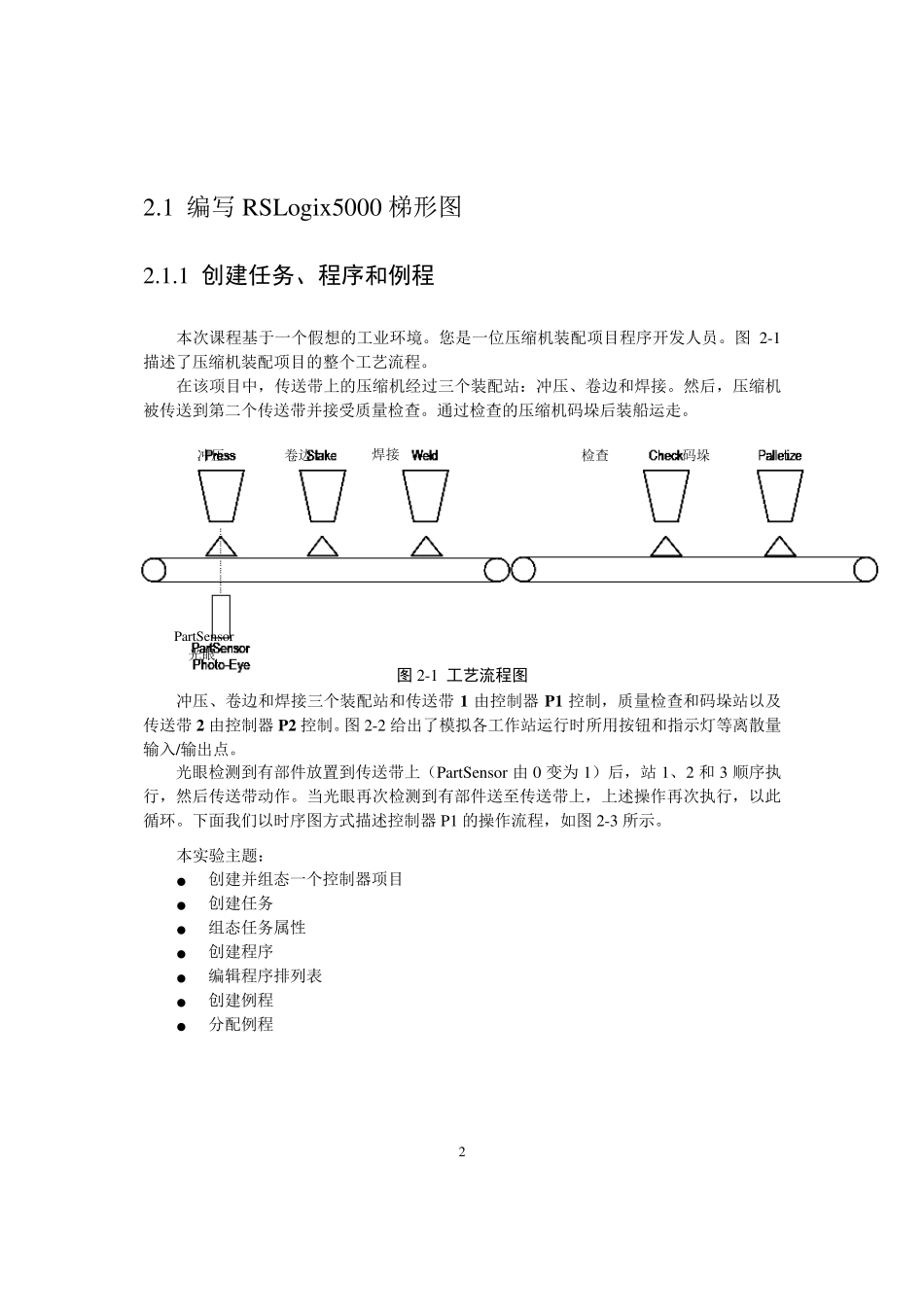
图2-1描述了压缩机装配项目的整个工艺流程
在该项目中,传送带上的压缩机经过三个装配站:冲压、卷边和焊接
然后,压缩机被传送到第二个传送带并接受质量检查
通过检查的压缩机码垛后装船运走
图 2-1 工艺流程图 冲压、卷边和焊接三个装配站和传送带1 由控制器 P1 控制,质量检查和码垛站以及传送带2 由控制器 P2 控制
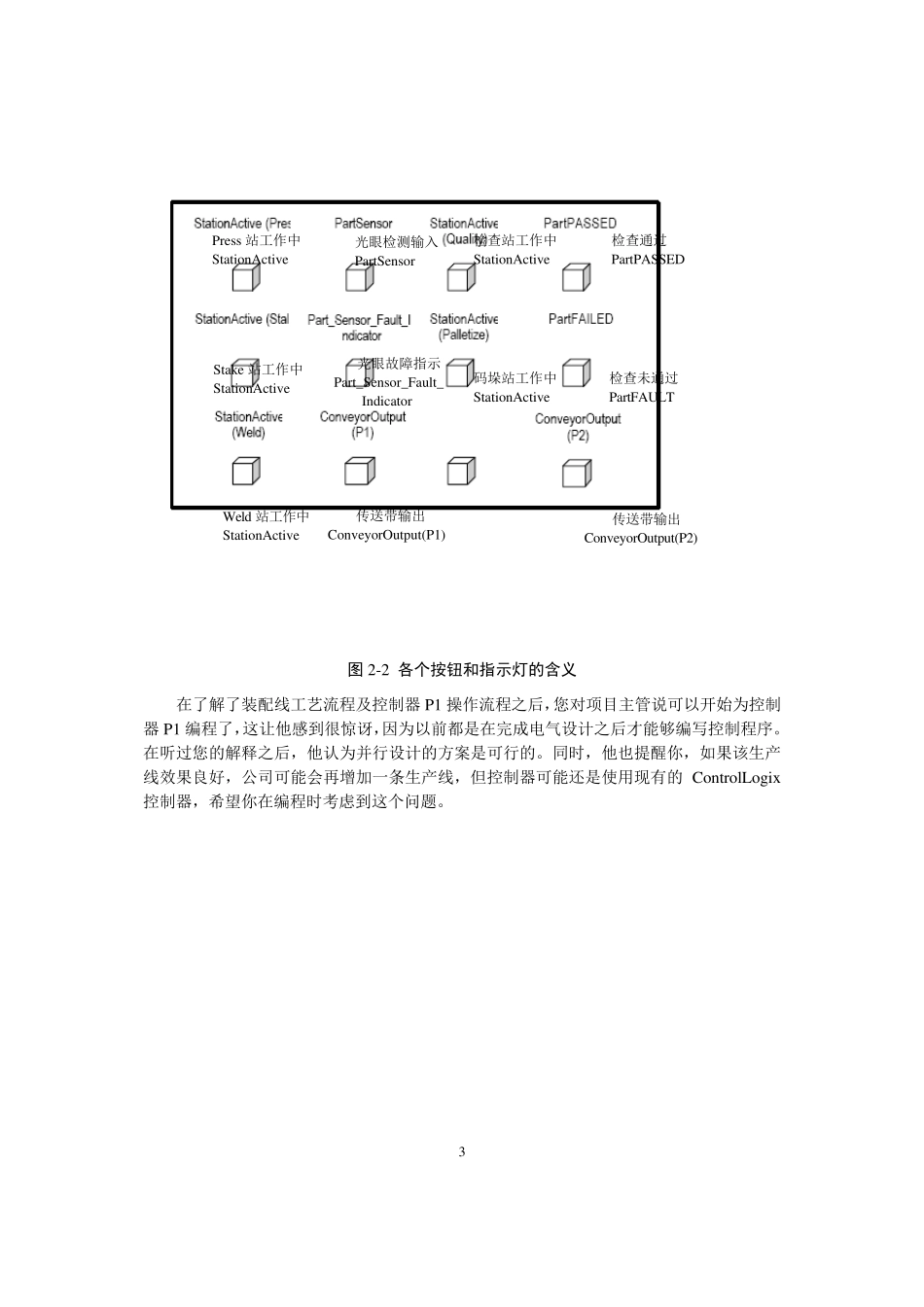
图2-2 给出了模拟各工作站运行时所用按钮和指示灯等离散量输入/输出点
光眼检测到有部件放置到传送带上(PartSensor 由 0 变为 1)后,站1、2 和 3 顺序执行,然后传送带动作
当光眼再次检测到有部件送至传送带上,上述操作再次执行,以此循环
下面我们以时序图方式描述控制器 P1 的操作流程,如图2-3 所示
本实验主题: 创建并组态一个控制器项目 创建任务 组态任务属性 创建程序 编辑程序排列表 创建例程 分配例程 PartSensor 光眼 检查 码垛 焊接 卷边 冲压 3 图2-2 各个按钮和指示灯的含义 在了解了装配线工艺流程及控制器P1 操作流程之后,您对项目主管说可以开始为控制器P1 编程了,这让他感到很惊讶,因为以前都是在完成电气设计之后才能够编写控制程序
在听过您的解释之后,他认为并行设计的方案是可行的
同时,他也提醒你,如果该生产线效果良好,公司可能会再增加一条生产线,但控制器可能还是使用现有的 ControlLogix控制器